精餾塔裝配cad圖紙 3006-04-T103-1
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
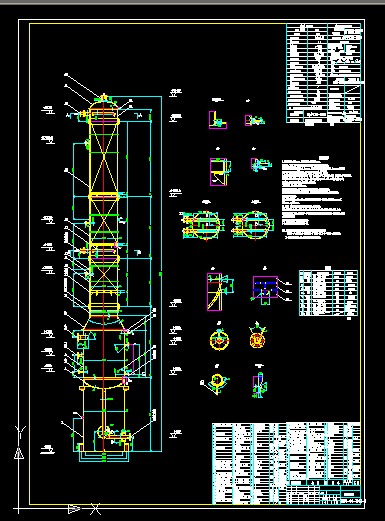
- 技術(shù)要求
1.塔體直線度允許≤20mm,塔體安裝垂直度允許≤20mm。
2.件20、28、29(塔節(jié))在同一斷面上的最大直徑與最小直徑之差≤5mm。
3.設(shè)備上液位計兩接管距離允差為±1.5mm,通過兩接管中心垂線的間距允差不大于1.5mm;通過兩接管法蘭中的中心間距允差不大于1.5mm;法蘭面的垂直公差不大于0.5/100.
4.設(shè)備法蘭與圓筒的對接焊縫須進(jìn)行100%RT或UT,按JB/T4730檢測,RT 為Ⅱ級合格,UT為Ⅰ級合格。
5.件20、28、29(塔節(jié))內(nèi)表面焊縫修平;焊疤、焊渣應(yīng)清除干凈,a2、a3、a4接管不得伸入塔壁內(nèi)。
6.進(jìn)料管、回流管安裝時標(biāo)高允差±3mm,噴淋孔朝下。
7.柵板應(yīng)整平,安裝后的平面允差2mm。
8.塔節(jié)兩端法蘭與塔體焊后一起加工,其法蘭密封面與筒體軸線應(yīng)垂直,其允差為1mm。
9.波紋填料裝入塔節(jié)內(nèi)時應(yīng)保證上表面與塔軸線垂直,每兩盤填料上下表面之間應(yīng)盡量貼緊,相鄰兩盤填料的波紋方向成90°且安裝平整。
10.在填料裝入塔體前,a2、a3、a4口所對應(yīng)位置的填料盤應(yīng)先開一矩形缺口,長為550mm,寬40mm,深40mm。
11.件47(弧形板)及支撐板待與相關(guān)件預(yù)裝配定位后,再與塔壁焊接。
12.設(shè)備制造完畢后,制造廠須對設(shè)備碳鋼外表面(除法蘭密封面外)進(jìn)行處理(拋丸或噴砂達(dá)Sa2級,或手工和動力工具除銹達(dá)St2級),然后涂GT-1有機硅鋅粉耐高溫底漆兩道,每層干膜厚度20~25μm;具體施工見該油漆的使用說明書。
13.本設(shè)備安全裝置由工藝在系統(tǒng)中統(tǒng)一就近設(shè)置。
14.本設(shè)備避雷及防靜電措施由電氣專業(yè)統(tǒng)一設(shè)置。 ...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號
豫公網(wǎng)安備 41072402000322號


