鋼瓶的設(shè)計(jì) GK04129-03-00
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
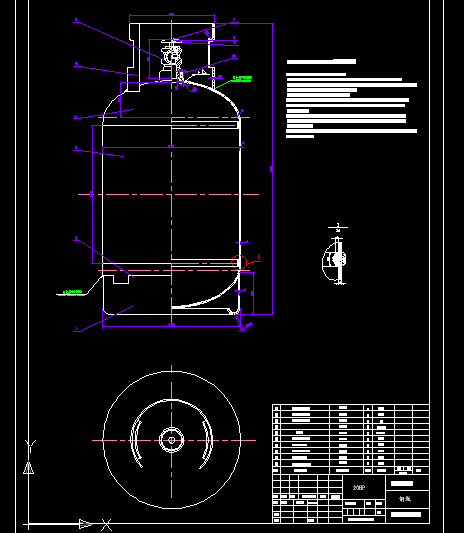
- 技術(shù)要求
1.焊縫表面的外觀應(yīng)符合下列規(guī)定:
a.焊縫和熱影響區(qū)不得有裂紋、氣孔、孤坑、夾渣和未熔合等缺陷。
b.主體焊縫不允許咬邊,與瓶體焊接的零部件的焊縫在瓶體一側(cè)不允許咬邊。
c.焊縫表面不得有凹陷或不規(guī)則的突變。
d.焊縫兩側(cè)的飛濺物必須清除干凈。
2.瓶體對(duì)接焊縫的堆高為0~2.5mm;同一焊縫最寬最窄處之差應(yīng)不大于2mm。
3.鋼瓶在全部焊接完成后,應(yīng)進(jìn)行整體正火或消除應(yīng)力的熱處理,不允許局部熱處理。
4.按生產(chǎn)順序50只抽取1只(不足50只時(shí),也應(yīng)抽取1只),對(duì)環(huán)焊縫進(jìn)行100%射線照相檢驗(yàn)。如不合格,應(yīng)再抽取兩只檢驗(yàn)。如仍有一個(gè)不合格時(shí),則就逐只檢驗(yàn)。
5.焊縫射線照相檢驗(yàn)結(jié)果,按GB3323-82《鋼焊縫射線照相及底片等級(jí)分類法》評(píng)定,Ⅲ級(jí)為合格。
...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞:


 豫公網(wǎng)安備 41072402000322號(hào)
豫公網(wǎng)安備 41072402000322號(hào)


