90度焊接彎頭
- 文件介紹:
- 該文件為 dwg 格式(源文件可編輯),下載需要
20 積分
-
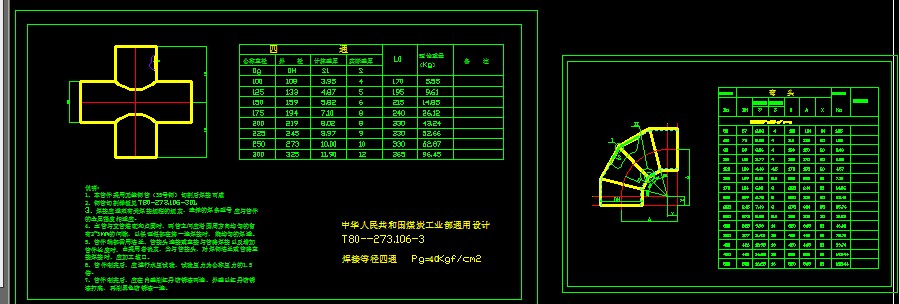
- 90度焊接彎頭
說明:
1、本管件采用無縫鋼管(35號鋼)切割后焊接而成
2、鋼管切割樣板見T80-273.106-301.
3、焊接應遵照有關焊接規程的規定,選擇的焊條型號應與管件的金屬強度相適應。
4、主管與支管裝配和點固時,兩管之間應沿圓周方向均勻的留有2~3mm的間隙,以保證根部在第一遍焊接時,能均勻的焊透。
5、管件端部需用法蘭,管接頭連接或直接與管路焊接以及增加管件長度時,由采用者決定,當與管接頭,對焊鋼法蘭或管路直接焊接時,應加工坡口。
6、管件制完后,應進行水壓試驗,試驗壓力為公稱壓力的1.5倍。
7、管件制完后,應在內壁刷紅丹防銹漆兩遍,外壁以紅丹防銹漆打底,再刷黑色防銹漆一遍。
...
90度焊接彎頭_下載(dwg格式) 機械圖紙
 豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

