630ŽĄ┴ą╗ęČĘ╝░ūĶ┴„░Õ╠ūłDŻ©╣▓23ÅłŻ®630K03
- ╬─╝■ĮķĮBŻ║
- įō╬─╝■×ķ zip Ė±╩ĮŻ©į┤╬─╝■┐╔ŠÄ▌ŗŻ®Ż¼Ž┬▌dąĶę¬
20 ĘeĘų
-
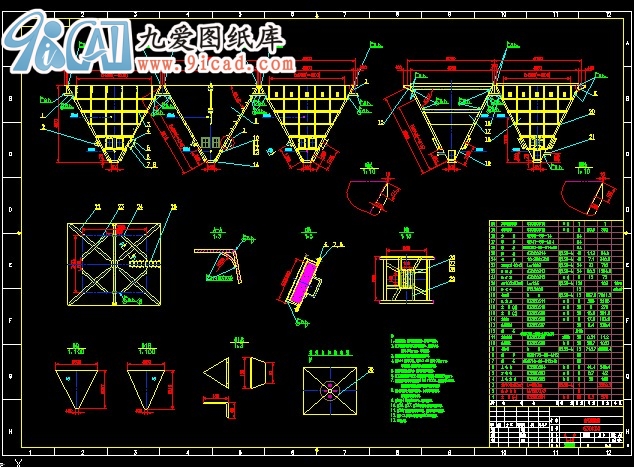
- 630ŽĄ┴ą╗ęČĘ╝░ūĶ┴„░Õ╠ūłDŻ©╣▓23ÅłŻ®630K03
ūóŻ║
1ĪóĖ„╗ęČĘŲ¼å╬░l(f©Ī)Ż¼¼F(xi©żn)ł÷(ch©Żng)Ė„Č╬ĮM║Ė│╔š¹¾wŻ¼║Ė┐p▒ŻūCÜŌ├▄ąįĪŻ
2Īó╝■25¼F(xi©żn)ł÷(ch©Żng)║ĖĮėį┌Ħ╚╦┐ūķTĄ─╗ęČĘ▒┌╔ŽŻ¼╚╦┐ūķTĄ─╔ŽĘĮŻ¼
ķgŠÓ400mmŻ¼┐╔▀m«ö(d©Īng)š{(di©żo)š¹ĪŻ
3Īó¼F(xi©żn)ł÷(ch©Żng)į┌╝■9╗ęČĘ▒┌╔Ž░┤łD╩Šķ_┐ū░▓čb┴Ž╬╗ėŗ(j©¼)ĪŻ
4Īóų¦ō╬Ż©ę╗Ż®ķgŠÓ800Īóų¦ō╬Ż©Č■Ż®Ż©╚²Ż®ķgŠÓ900mmŻ¼
┐╔▀m«ö(d©Īng)?sh©┤)“š¹Ż¼ūóęŌā╔╗ęČĘų«ķgĄ─ų¦ō╬╬╗ų├Õe(cu©░)ķ_ĪŻ
5ĪółDųą╦∙ĮoĮŪõō│▀┤ń×ķ┐éķL(zh©Żng)Ż¼ųŲū„Ģr(sh©¬)ęįīŹ(sh©¬)ļHŽ┬┴Ž×ķ£╩(zh©│n)ĪŻ
6Īó╝■23¼F(xi©żn)ł÷(ch©Żng)ĖŅųŲ║¾┼c╝■24╝░╗ęČĘ▒┌░Õ▀B└m(x©┤)║ĖĮėŻ¼║ĖĮŪĖ▀Č╚5mmĪŻ
7ĪóĮŪõō┼c▒┌░Õų«ķg▓╔ė├Į╗Õe(cu©░)öÓ└m(x©┤)║Ė100Ż©100Ż®Ż¼║ĖĮŪĖ▀Č╚5mmŻ¼
ĮŪõō┼cĮŪõōĄ─ĮėŅ^╠Ä░┤ī”(du©¼)æ¬(y©®ng)Ą─ą╬ĀŅŽ┬┴Ž▓╔ė├▀B└m(x©┤)║ĖĪŻ
8ĪóŲõėÓ╬┤ūó├„║Ė┐pŻ©░³└©¼F(xi©żn)ł÷(ch©Żng)║Ė┐pŻ®Ż¼╚½▓┐▓╔ė├ļpé╚(c©©)▀B└m(x©┤)║ĖŻ¼
║ĖĮŪĖ▀Č╚▓╗ąĪė┌ūŅąĪ░Õ║±ĪŻ
9Īó╝■9┼c╝■18▒┌║±6mmŻ¼▓╗į╩įSžō(f©┤)╣½▓ŅĪŻ
10Īó╝■26Īó╝■27Īó╝■28ė├ė┌¼F(xi©żn)ł÷(ch©Żng)┼cš±äė(d©░ng)ļŖÖC(j©®)Ąūū∙▀BĮėĪŻ
11Īó╝■20ÅSā╚(n©©i)ųŲū„Ė∙ō■(j©┤)īŹ(sh©¬)ļH╚▒┐┌ĖŅųŲŻ¼ųŲū„Ģr(sh©¬)ęįīŹ(sh©¬)ļHŽ┬┴Ž×ķ£╩(zh©│n)ĪŻ
12Īóų¦ō╬Ż©Č■Ż®┼c▒┌░Õ╔ŽĄ─žQĮŅ╝░▓█õō40a¼F(xi©żn)ł÷(ch©Żng)║ĖĮėĪŻ
13Īó¼F(xi©żn)ł÷(ch©Żng)ķ_╚╦┐ūĪŻ
ūóŻ║1ĪóA├µ║Ė║¾─źŲĮĪŻ
2Īó16- ...
 ¤ßķTĻP(gu©Īn)µIį~Ż║
¤ßķTĻP(gu©Īn)µIį~Ż║


 įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)
įź╣½ŠW(w©Żng)░▓éõ 41072402000322╠¢(h©żo)

