墊片沖壓模具設計
- 文件介紹:
- 該文件為 doc 格式(源文件可編輯),下載需要
20 積分
-
- 墊片沖壓模具設計
目錄
塑料模設計
目錄 2
一、 沖裁件的工藝分析 6
1、工件材料 6
2、工件結構形狀 6
3、工件尺寸精度 7
二、 沖裁工藝方案的確定 7
三、 模具結構形式的確定 8
四、 模具總體設計 9
1、模具類型的選擇 9
2、操作與定位方式 9
(1)、操作方式 9
(2)、定位方式 9
3、卸料、出件方式. 9
(1)、卸料方式 9
(2)、出件方式 10
4、確定送料方式 10
5、確定導向方式 10
五、 模具設計計算 11
1、排樣、計算條料寬度、確定步距、材料利用率 11
(1)、排樣方式的選擇 11
(2)、計算條料寬度 11
(3)、確定步距 12
(4)、計算材料利用率 13
2、沖壓力的計算 15
(1)、沖裁力的計算 15
(2)、卸料力、頂件力的計算 15
3、壓力中心的確定 16
4、模具刃口尺寸的計算 18
(1)、沖裁間隙分析 18
(2)、落料 19
(3)、沖孔 20
5、卸料橡膠的設計 21
(1)、卸料板工作行程h 21
(2)、卸料橡膠工作行程H 21
(3)、卸料橡膠自由高度H0 21
(4)、卸料橡膠的預壓縮量H1 21
(5)、每個橡膠所承受的載荷F1 22
(6)、卸料橡膠的外徑D 22
(7)、較核卸料橡膠自由高度H0 22
(8)、卸料橡膠安裝高度H2 23
六、 主要零部件設計 23
1、工作零部件的結構設計 23
(1)、凹凸模 23
(2)、落料凹模 23
(3)、沖孔凸模 25
2、卸料部件的設計 25
(1)、卸料板的設計 25
(2)、卸料螺釘的選用 25
3、模架以及其他零部件的選用 25
七、 主要零部件設計 26
1、工作零件的結構設計 26
(1)、凸凹模 26
(2)、落料凹模 26
(3)、沖孔凹模 28
2、卸料部件的設計 28
(1)、卸料板的設計 28
(2)、卸料螺釘的選用 28
3、模架及其他零部件的選用 29
八、 校核模具閉合高度及壓力機有關參數 29
1、校核模具閉合高度 29
2、沖壓設備的選定 30
九、 設計并繪制模具總裝圖、選取標準件 30
十、 繪制非標準件零件圖 30
1、工件材料
由圖1分析知:10#鋼為優質碳素結構鋼,具有良好的塑性性、焊接性以及壓力加工性,主要用于制作沖擊件、緊固件、焊接件,如墊片、墊圈等。適合沖裁加工。
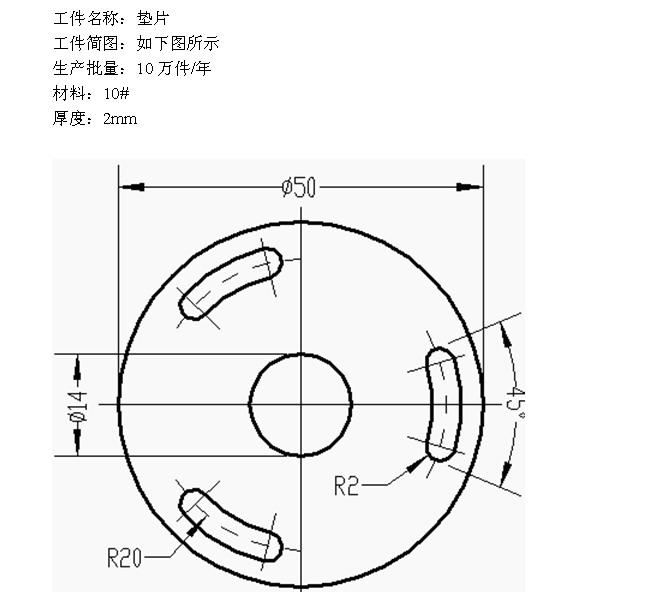
2、工件結構形狀
工件結構形狀相對簡單,有三個圓弧形孔和一個圓孔,孔與邊緣之間的距離滿足要求,料厚為2mm滿足許用壁厚要求(孔與孔之間、孔與邊緣之間的壁厚),可以沖裁加工。
3、工件尺寸精度
根據零件圖上所注尺寸,工件要求不高,尺寸精度要求較低,普通沖裁完全可以滿足要求。
根據以上分析:該零件沖裁工藝性較好,綜合評比適宜沖裁加工。
二、沖裁工藝方案的確定
方案一:先沖孔,后落料。單工序模生產。
方案二:沖孔—落料復合沖壓。復合模生產。
方案三:沖孔—落料級進沖壓。級進模生產。
表3 各類模具結構及特點比較
模具種類比較項目 單工序模
(無導向)(有導向) 級進模 復合模
零件公差等級 低 一般 可達IT13~IT10級 可達IT10~IT8級
零件特點 尺寸不受限制厚度不受限制 中小型尺寸厚度較厚 小零件厚度0.2~6mm可加工復雜零件,如寬度極小的異形件 形狀與尺寸受模具結構與強度限制,尺寸可以較大,厚度可達3mm
零件平面度 低 一般 中小型件不平直,高質量制件需較平 由于壓料沖件的同時得到了較平,制件平直度好且具有良好的剪切斷面
生產效率 低 較低 工序間自動送料,可以自動排除制件,生產效率高 沖件被頂到模具工作表面上,必須手動或機械排除,生產效率較低
安全性 不安全,需采取安全措施 比較安全 不安全,需采取安全措施
模具制造工作量和成本 低 比無導向的稍高 沖裁簡單的零件時,比復合模低 沖裁較復雜零件時,比級進模低
適用場合 料厚精度要求低的小批量沖件的生產 大批量小型沖壓件的生產 形狀復雜,精度要求較高,平直度要求高的中小型制件的大批量生產
根據分析結合表分析:
方案一模具結構簡單,制造周期短,制造簡單,但需要兩副模具,成本高而生產效率低,難以滿足大批量生產的要求。
方案三只需一副模具,生產效率高,操作方便,精度也能滿足要求,但模具輪廓尺寸較大,制造復雜,成本較高。
方案二也只需一副模具,制件精度和生產效率都較高,且工件最小壁厚大于凸凹模許用最小壁厚模具強度也能滿足要求。沖裁件的內孔與邊緣的相對位置精度較高,板料的定位精度比方案三低,模具輪廓尺寸較小,制造比方案三簡單。
通過對上述三種方案的分析比較,該工件的沖壓生產采用方案二為佳。 ...
墊片沖壓模具設計_下載(doc格式) 技術文檔
主站蜘蛛池模板:
久久福利一区
|
一本热久久sm色国产
|
久久免费视频在线观看30
|
在线小视频你懂的
|
亚洲丰满熟女一区二区v
|
麻豆果冻传媒2021精品传媒一区下载
|
无码人妻丰满熟妇区五十路
|
国产肥臀一区二区福利视频
|
国产精品午夜爆乳美女视频
|
亚洲黄色激情
|
揉搓凸起的花蒂爽尿在线观看
|
亚洲国产另类久久久精品小说
|
天堂资源中文最新版在线一区
|
无码手机线免费观看
|
国产亚洲福利在线视频
|
国模二区
|
久久w5ww成w人免费
|
wwww黄色片|
国产又粗又猛又爽又黄的视频在线观看动漫
|
91视频 - 8mav|
青青成线在人线免费啪
|
韩国三级中文字幕hd久久精品
|
亚洲视频综合网
|
狠狠色噜噜狠狠狠色综合
|
亚洲色偷偷色噜噜狠狠99网
|
少妇啪啪av入口
|
久久亚洲精品成人av二次元
|
久久五月天婷婷
|
亚洲四虎影院
|
欧美日韩无砖专区一中文字
|
日本不卡视频在线播放
|
日韩精品a片一区二区三区妖精
|
1000部无遮挡拍拍拍免费视频观看
|
亚洲日本在线在线看片4k超清
|
国产欧美123
|
97人人爽
|
亚洲男人av香蕉爽爽爽爽
|
国产农村妇女野外牲交视频
|
麻豆国产精品va在线观看
|
四虎网址在线
|
黑人一级片视频
|
黄色av片三级三级三级免费看
|
中文字幕无码成人免费视频
|
亚洲蜜桃精久久久久久久
|
欧洲女人牲交性开放视频
|
国产女人喷潮视频免费
|
干美女网站
|
夜av
|
国产欧美精品区一区二区三区
|
日本精品久久久
|
国产乱妇乱子在线播视频播放网站
|
亚洲欧洲激情
|
国内精品免费久久久久电影院
|
欧美福利视频一区
|
国产精品久久久久久久白丝制服
|
欧美日韩一区二区精品
|
成人内射国产免费观看
|
天天天做夜夜夜做无码
|
夜夜躁很很躁日日躁麻豆
|
亚洲国产成人精品一区刚刚
|
在线观看播放
|
亚洲综合av色婷婷五月蜜臀
|
国产精品一区饥渴老女人
|
国内精品乱码卡一卡2卡三卡新区
|
色播五月激情五月
|
国产精品一区二区av日韩在线
|
在线看av的网址
|
免费成人黄色片
|
欧美性色黄大片手机版
|
午夜丁香
|
久久日本
|
91久久久精品视频
|
四虎国产精品一区二区
|
国产欧美精品
|
99精品热视频这里只有精品
|
国产真实露脸多p视频播放
日本日皮视频
|
午夜片无码区在线观看视频
|
日韩av在线网站
|
欧美成人秋霞久久aa片
|
毛片.com|
蜜桃免费av
|
成年女人永久免费观看视频
|
天堂网www在线资源最新版
|
天天超碰
|
欧美国产伦久久久久久久
|
亚州中文字幕午夜福利电影
|
成人在线视频网
|
国产美女免费视频
|
欧美性猛交xxxx久久久
|
国产精品国产三级国产av中文
|
欧美影片网站推荐
|
男女野外做爰全过程69影院
|
男人的天堂色
|
黄色激情网站
|
免费av影片
|
日本视频免费在线播放
|
韩国18禁啪啪无遮挡免费
|
亚洲天堂网2014
|
国产精品成熟老妇女
|
色欲综合久久躁天天躁
|
爱情岛论坛国产首页
|
开心五月激情综合婷婷色
|
久久久久无|
伊人免费网
|
亚洲天砖砖区免费
|
中文字幕av不卡
|
51免费看成人啪啪片
|
精品香蕉一区二区三区
|
一本色道久久88—综合亚洲精品
|
美国免费毛片基地
|
日韩精品视频在线观看免费
|
95香蕉视频
|
国产野外作爱视频播放
|
四虎国产精品成人影院
|
天天综合网永久
|
性激烈的欧美三级视频
|
一本一道久久a久久综合精品
|
欧美午夜精品久久久久久浪潮
|
欧美不卡二区
|
漂亮人妻洗澡被公强 日日躁
|
亚洲自拍偷拍在线
|
亚洲成a人片在线观看无遮挡
|
国产乱码二卡3卡四卡
|
偷看洗澡一二三区美女
|
国产精品任我爽爆在线播放
|
国产成a人亚洲精v品在线观看
|
精品国产欧美
|
国产成人尤物在线视频
|
97一区二区三区
|
少妇2做爰交换朴银狐
|
四川少妇啪啪毛片
|
亚洲s色大片|
欧美老妇乱辈通奷
|
69风韵老熟女口爆吞精
|
99久久国产综合精品尤物酒店
|
91av短视频
|
精品 在线 视频 亚洲
|
狠人干练合综合网
|
亚洲国产精品美女
|
在线 欧美 中文 亚洲 精品
|
免费看黄色一级片
|
中文字幕免费中文
|
香蕉视频二区
|
超碰aⅴ人人做人人爽欧美
www.se五月
|
人综合久合合
|
天天干91|
亚洲天堂最新地址
|
久久99精品久久久久久无毒不卡8
|
99精品久久久久久久久久综合
|
国产成人午夜视频
|
丁香花在线
|
中文字幕av伊人av无码av狼人
|
国产自在现线2019
|
92成人午夜福利一区二区
|
一色屋免费视频
|
国产精品6999成人免费视频
|
午夜毛片不卡高清免费看
|
在线观看av影院
|
国产女人被狂躁到高潮小说
|
久久www免费人成_网站
|
国产精品手机在线观看
|
出租屋勾搭老熟妇啪啪
|
欧美激情videos|
jizz久久精品永久免费
|
日本中文一二区有码在线
|
www.17c.com小草影视
|
日本婷婷久久久久久久久一区二区
|
精品国产av色一区二区深夜久久
|
一起草av在线
|
在线观看日本亚洲一区
|
色婷婷成人在线
|
日韩欧美大片在线观看
|
国产99久久99热这里只有精品15
|
少妇把腿扒开让我添
|
婷婷国产v国产偷v亚洲高清
|
国产精品福利久久久
|
加勒比无码一区二区三区
|
三级全黄女人高潮
|
四虎永久在线精品884aa
|
午夜福利体验免费体验区
|
日本欧美三级
|
欧美性生交活xxxxxdddd
|
亚洲欧美综合人成在线
|
免费在线国产视频
|
蜜桃av网站|
茄子成人看a∨片免费软件
两人做人爱费视频午夜
|
另类综合在线
|
国产成人精品.视频
|
精品国产97|
国产精品国产三级国产aⅴ浪潮
|
国产资源网站
|
伦伦影院午夜理论片
|
午夜视频在线观看免费视频
|
毛片视频网站
|
无码尹人久久相蕉无码
|
成人国产精品免费观看动漫
|
国产精品亚洲一区二区三区在线
|
91亚洲精选
|
91色吧|
91精品婷婷国产综合久久
|
色婷婷激情综合
|
国产第100页
|
日韩在线亚洲
|
久草在线色站
|
乱子伦一区二区三区
|
午夜射精日本三级
|
波多野结衣之潜藏淫欲
|
亚洲成人久久久久
|
色综合色综合网色综合
|
99自拍|
亚洲精品无码成人片久久不卡
|
久久精品人人槡人妻人人玩
|
人狥杂交一区欧美二区
|
中文字幕免费无码专区剧情
|
亚洲综合精品伊人久久
|
1024一区二区
|
人人插人人插人人爽
|
国产aⅴ激情无码久久久无码
|
国产精品去看片
|
天天干天天上
|
伊人久久大香线蕉综合网
|
中文日韩av
|
亚洲黄色精品
|
午夜性色福利在线观看视频
|
国产9 9在线 | 中文
|
久久精品国产免费观看
|
久久久亚洲一区二区三区
|
亚洲私人无码综合久久网
|
91免费国产在线观看
|
粉嫩aⅴ一区二区三区
|
欧美精品一区二区三区制服首页
|
日韩精品一卡二卡3卡四卡2
|
国产成人久久精品77777综合
|
影音先锋男人天堂
|
伊人久久大香线蕉av五月天
|
www日本黄色
|
91人人爽久久涩噜噜噜
|
中文字幕在线国产
|
国产大屁股喷水视频在线观看
|
精品无码久久久久久久久水蜜桃
|
无码精品久久一区二区三区
|
亚洲手机看片
|
亚洲 卡通 欧美 制服 中文
|
99国精品午夜福利视频不卡99
|
痉挛高潮喷水av无码免费
|
国产 日韩 中文字幕 制服
|
98精品国产入口
|
人人艹在线观看
|
欧美牲交a欧美牲交aⅴ一
|
欧洲美熟女乱又伦av影片
|
av毛片久久久久午夜福利hd
|
久久嗨
|
国产在线成人一区二区三区
|
欧美色悠悠
|
97精品久久|
精品女同一区二区
|
国产午夜精品久久久久久免费视
|
天堂在线中文
|
在线看免费无码av天堂
|
无码精品一区二区三区在线
|
久久人国产
|
日韩中文高清在线专区
|
亚洲精品97
|
少妇人妻精品无码专区视频
|
特级a视频
|
亚洲视频精品一区
|
无码中字出轨中文人妻中文中
|
91精品国产91久久久久久吃药
|
99精品欧美一区二区蜜桃免费
|
日韩在线免费播放
|
蜜臀av性久久久久蜜臀aⅴ四虎
|
久久婷婷五月综合97色一本一本
|
日产精品久久久一区二区
|
亚洲精品欧美日韩
|
www.视频在线观看
|
国产丰满精品伦一区二区三级视频
|
大学生疯狂高潮呻吟免费视频
|
国产狂喷潮在线观看
|
97国产最新|
性一交一伦一a级
|
国产精品免费久久久久软件
|
在线成人爽a毛片免费软件
亚洲精品成人免费
|
北野未奈禁欲在线观看
|
青娱国产盛宴极品免费
|
福利第一页
|
久久久久a|
爱看av在线入口
|
久久久久久久久久久久
|
依人综合网
|
精品国产18久久久久久二百
|
男女啪啪进出阳道猛进
|
人人妻人人澡av天堂香蕉
|
国产真人做爰毛片视频直播
|
日本mv高清在线成人高清
|
成人一二三四区
|
精品丰满人妻无套内射
|
在线免费自拍
|
一本大道东京热无码视频
|
清纯小美女主播流白浆
|
免费一二三区
|
国产偷国产偷亚洲清高孕妇
|
久草色在线观看
|
亚洲中文字幕在线第六区
|
四虎影院在线免费观看
|
天天综合网在线
|
国产福利视频一区二区在线
|
超碰九色
|
人人爽天天碰天天躁夜夜躁
|
日本一卡2卡3卡4卡5卡精品视频
|
中文字幕无码不卡在线
|
国产精品久久久久一区二区国产
|
久久精品久久国产
|
亚洲国产第一页
|
香港三级澳门三级人妇99
|
黄色片免费视频
|
中文字幕韩在线第一页
|
亚洲欧美日韩综合久久久久久
|
两性激情视频
|
欧美福利视频在线观看
|
精品人妻无码一区二区三区换脸
|
国产精品未满十八禁止观看
|
国产小视频自拍
|
久草影视网
|
国产成人精品午夜视频'
|
日韩大片免费在线观看
|
国产无遮挡免费观看视频网站
|
九九免费视频
|
亚洲成av人片无码不卡播放器
|
在线最新av免费费观看
|
jizz少妇
|
国产亚洲精品成人
|
久久中文字幕人妻熟av女蜜柚m
|
国产亚洲精品久久久久久国模美
|
欧亚一区二区三区
|
波多野结衣视频网址
|
大狠狠大臿蕉香蕉大视频
|
福利片在线播放
|
国产精品久久久久免费观看
|
久久久久久久香蕉国产30分钟
|
中文在线a√在线8
|
jizz 亚洲大全
|
成人片黄网站色大片免费
|
国产99久久亚洲综合精品
|
天天综合久久综合
|
天天躁日日躁狠狠躁性色avq
|
色偷偷中文字幕
|
日本欧美不卡
|
欧美成人精品欧美一级私黄
|
太粗太深了太紧太爽了动态图
|
亚洲男人第一无码av网站
|
中文幕无线码中文字夫妻
|
被窝的午夜无码福利专区
|
无人区乱码一区二区三区
|
又粗又大又硬又长又爽
|
日本免费一区二区三区激情视频
|
亚洲无线看
|
欧美人与动牲交xxxxbbbb
|
国产1区2区3区中文字幕
|
大黑人交xxxx18视频
|
国产在线无码精品无码
|
久久韩日|
另类视频一区二区
|
日韩成人在线视频观看
|
97国产精品亚洲精品
|
国产午夜精品久久久久久
|
天天做天天爱夜夜夜爽毛片
|
婷婷网色偷偷久久久99超碰
|
天海翼一区二区三区免费
|
欧美干色
|
图片专区亚洲欧美另类
|
不卡中文|
亚洲精品毛片一区二区
|
亚在线第一国产州精品99
|
老妇肥熟凸凹丰满刺激
|
国产区一区
|
自拍性旺盛老熟女
|
欧美熟妇xxzoxxzo视频
|
4hu四虎永久在线观看
|
精品午夜中文字幕熟女人妻在线
|
久久国产精品一区二区
|
亚洲国产精品自拍
|
中文字幕天堂中文
|
18禁女裸乳扒开免费视频
|
欧美午夜一区二区三区精美视频
|
无码办公室丝袜ol中文字幕
|
色婷婷综合久久久久中文
|
精品免费一区
|
亚洲精品乱码久久久久久日本
|
国产日韩91
|
九九久久精品国产av片国产
|
在线精品一区
|
俺也去一区二区
|
男人免费网站
|
蜜臀av午夜
|
少妇精品免费视频欧美
|
国产人成精品香港三级在线
|
国产成人午夜片在线观看高清观看
|
亚洲色欲www综合网
亚洲αv无码一区二区三区四区
|
最新99热
|
jizz免费视频
|
亚洲国产精品尤物yw在线观看
|
国产一级视频免费看
|
婷婷色香合缴缴情av第三区
|
国产精品成av人在线视午夜片
|
性视频久久|
国内精品免费午夜又爽又色愉情
|
国产麻豆剧传媒精品国产av
|
免费看一级黄色
|
在线天堂中文最新版www
|
在线免费观看中文字幕
|
中文有无人妻vs无码人妻激烈
|
亚洲国产成人高清在线观看
|
青春草在线播放
|
亚欧乱色国产精品免费视频
|
99久久久无码国产精品性
|
毛片无码免费无码播放
|
狼人大香伊蕉国产www亚洲
|
激情欧美在线
|
插插无码视频大全不卡网站
|
真人啪啪高潮喷水呻吟无遮挡
|
亚洲性人人天天夜夜摸18禁止
|
被拉到野外强要好爽黑人
|
范冰冰特黄xx大片
|
窝窝午夜色视频国产精品破
|
www.五月婷婷.com
|
99视频30精品视频在线观看
|
国产乱淫a∨片免费观看
|
五月婷婷激情小说
|
国产欧美又粗又猛又爽老小说
|
蜜臀av无码一区二区三区
|
一本中文字幕
|
天堂一区二区三区四区
|
欧美久久成人
|
男人疯狂高潮呻吟视频
|
国产二区交换配乱婬
|
国产精品情侣呻吟对白视频
|
亚洲成人精品视频
|
天天爽夜夜爽精品视频婷婷
|
亚洲国产欧美国产综合一区
|
精品国产美女av久久久久
|
综合在线视频
|
999亚洲国产精华液
在线观看免费视频污网站
国产裸体bbb视频
|
国产精品久久久久久亚瑟影院
|
中文日产幕无线码一区2023
|
亚洲欧洲日韩欧美网站
|
亚洲人成电影在线观看影院
|
国产精品嫩草影院一二三区入口
|
亚洲综合另类小说色区一
|
久久综合色_综合色88
|
国产精品无码久久av不卡
|
777午夜福利理伦电影网
|
国产日产欧产美韩系列麻豆
|
人人狠狠综合久久亚洲
|
欧美三级韩国三级日本三斤
|
乳色吐息1~2集免费看h黄
|
熟妇人妻av无码一区二区视频
|
国产91在线观看
|
国产操片
|
婷婷久久综合九色综合绿巨人
|
中日毛片
|
免费人妻无码不卡中文18禁
|
女神西比尔av在线播放
|
亚欧美一区二区三区
|
91av视频网
|
中文字幕91在线
|
人善交类欧美重口另类
|
午夜男人|
亚洲天堂中文字幕在线观看
|
免费人成视频19674不收费
|
无码人妻斩一区二区三区
|
亚洲一二三区精品
|
免费一级a毛片夜夜看
|
黑人巨大亚洲一区二区久
|
国产人妖乱国产精品人妖
|
成人午夜做爰视频免费看
|
欧洲精品va无码一区二区三区
|
www.99av.com|
亚洲日韩欧洲无码av夜夜摸
|
久久久久国产免费
|
女人夜夜春高潮爽a∨片
|
国内毛片毛片毛片毛片毛片毛片
|
亚洲综合激情在线
|
五月综合色
|
黄色精品国产
|
www.日韩av.com
|
日韩不卡高清视频
|
青青草av一区二区三区
|
999精品视频在线
|
亚洲理论电影在线观看
|
久久久精品波多野结衣av
|
乱人伦精品视频在线观看
|
8x8ⅹ国产精品一区二区
|
污18禁污色黄网站免费观看
|
香蕉av一区二区三区
|
欧美一级在线
|
日本免费黄视频
|
99热门精品一区二区三区无码
|
亚洲色图p|
姑娘第5集在线观看免费好剧
|
久久大香线蕉国产精品免费
|
国产成人精品av在线观
|
中文字幕亚洲码在线观看
|
中文字字幕国产精品
|
午夜福利试看120秒体验区
|
国产91嫩草
|
国产福利在线观看免费第一福利
|
a精品|
欧美精品毛片久久久久久久
|
日本黄色片视频
|
免费在线国产视频
|
www.av不卡|
国产片在线天堂av
|
国产午夜亚洲精品理论片八戒
|
中文无码乱人伦中文视频在线
|
狠狠色狠狠色综合伊人
|
又爽又黄无遮拦成人网站
|
337p日本欧洲亚洲大胆精品555588
|
91视频xxxx
|
亚洲国产日韩精品二三四区竹菊
|
免费毛片小视频
|
91国内真实乱
|
九九九九久久久久
|
久久天堂av综合合色蜜桃网
|
久久久久女人精品毛片
|
天天干天天色综合
|
欧美,日韩,国产精品免费观看
|
k频道国产在线观看
|
白晶晶果冻传媒国产今日推荐
|
怡红院a∨人人爰人人爽
|
131美女爱做视频
|
亚洲一级片免费
|
中文字幕最新在线
|
怡红院av一区二区三区
|
国产精品女同磨豆腐磨出水了
|
九九热精品在线视频
|
伊人久久97
|
国产一区二区内射最近更新
|
国产精品18久久久久久久网站
|
夜夜嗨一区二区三区
|
免费va国产高清大片在线
|
国产成人综合美国十次
|
亚洲肉体裸体xxxx137
|
国产精华7777777
|
曰韩精品一区二区
|
一区二区三区四区视频在线观看
|
国产精品黄在线观看免费软件
|
欧美中文字幕在线播放
|
亚洲va欧美va人人爽午夜
|
亚洲天堂高清视频
|
亚洲欧美日韩国产成人精品影院
|
免费一级淫片
|
玖玖资源站亚洲最大成人网站
|
青青狠狠噜天天噜日日噜
|
欧美色图在线观看
|
日本一区二区三区日本免费
|
秋霞无码久久久精品交换
|
一本色道久久亚洲综合精品蜜桃
|
色悠悠国产精品
|
黄色av免费
|
成人av在线看
|
www.色综合.com
|
成熟丰满少妇激情xxxx
|
肉色欧美久久久久久久免费看
|
三上悠亚一区二区三区
|
激情五月色综合国产精品小说
|
手机在线看永久av片免费
|
嫩草研究院久久久精品
|
在线久|
国产又黄又粗
|
精品人人妻人人澡人人爽牛牛
|
乱人伦人妻中文字幕无码
|
av岬奈奈美一区二区三区
|
欧美日韩国产中文高清视频
|
九九热思思
|
欧美高清精品一区二区
|
中文婷婷
|
亚洲图片在线播放
|
国产亚洲欧美一区二区
|
亚洲免费视频网
|
懂色av一区二区夜夜嗨
|
中文字幕在线观看网址
|
日产精品久久
|
亚洲精品熟女国产
|
亚洲精品自产拍在线观看
|
国产一区二区网站
|
精品福利一区二区三区
|
性色av网站|
97国产在线视频
|
欧美久久精品一级c片
|
老熟女多次高潮露脸视频
|
国产亚洲情侣一区二区无码av
|
天堂中文在线资
|
欧美日韩爱爱
|
成人免费精品网站在线观看影片
|
超碰公开在线观看
|
成人福利国产午夜av免费不卡在线
|
香蕉国产在线
|
精品深夜av无码一区二区老年
|
天天爱天天做天天爽2021
|
亚洲天堂精品在线观看
|
www.av在线播放
|
日韩精品免费一区二区三区四区
|
深夜网站在线
|
色在线综合
|
玩弄放荡人妇系列av在线网站
|
九色欧美|
国产美女av
|
国产大学生av
|
精品免费久久久久久久
|
欧美视频一二区
|
国产精品成人免费看片
|
亚洲精品成人av
|
婷婷综合网站
|
久久无码精品一区二区三区
|
成人激情久久
|
人妻熟妇乱又伦精品hd
|
精品一区二区三区久久
|
亚洲国产中文在线视频
|
天堂а√在线中文在线鲁大师
|
九九色网
|
www.天天色|
人妻系列av无码专区
|
久久精品久久久久久久久久久久久
|
一区二区三区免费视频播放器
|
国产suv精品一区二区88l
|
国产无套内谢普通话对白91
|
久久久久人妻精品一区
|
色婷婷六月亚洲婷婷丁香
|
日产成品片a直接观看入
|
日韩国产毛片
|
国产一区二区波多野结衣
|
99热网址最新获取域名
|
亚洲黄色www
|
亚欧美无遮挡hd高清在线视频
|
日韩成人精品一区二区
|
久久精品a级毛片
|
国产成人无码18禁午夜福利免费
|
久久精品视频免费观看
|
九九热影院
|
免费毛片一区二区三区亚女同
|
人人草人人插
|
亚洲综合av一区二区三区不卡
|
色婷婷国产精品高潮呻吟av久久
|
亚洲每日更新
|
欧美一区二区在线观看视频
|
国产伦子伦对白在线播放观看
|
国产精品6|
免费在线观看黄色av
|
91伊人
|
毛片黄色视频
|
99在线免费播放
|
激情文学久久
|
日韩人妻无码一区二区三区综合部
|
亚洲人网|
国产成人无码精品亚洲
|
丝袜美腿丝袜亚洲综合
|
久久大香伊蕉在人线国产h
国产乱码人妻一区二区三区四区
|
国产精品尤物麻豆一区二区三区
|
亚洲第一无码精品立川理惠
|
亚洲无人区小视频
|
国产五月色婷婷六月丁香视频
|
久久激情在线
|
亚洲国产精品系列
|
欧美亚韩一区二区三区
|
欧美三级不卡在线播放
|
久久久久久久九九九九
|
自拍偷拍精品视频
|
黄色二级视频
|
久久黄色片网站
|
亚洲欧美福利视频
|
精品国产综合区久久久久久
|
久久躁狠狠躁夜夜av
|
国产情侣一区
|
亚洲精品日韩中文字幕久久久
|
日本伊人影院
|
亚洲国产精品午夜在线观看
|
国产偷人激情视频在线观看
|
狼群精品一卡二卡3卡四卡网站
|
亚洲精品国产成人av蜜臀
|
人人干av|
亚洲乱亚洲乱少妇无码
|
亚洲中文在线播放一区
|
欧美牲交a免费
|
亚洲人成网站18禁止中文字幕
|
亚洲国产精品无码久久秋霞
|
国产尤物在线视频
|
欧美日韩激情
|
91国内真实乱
|
成人欧美一区二区三区在线播放
|
久久成人久久爱
|
无码人妻一区二区三区免费n鬼沢
|
国产精品欧美久久久久三级
|
熟妇丰满多毛的大隂户
|
国产精品日本一区二区不卡视频
|
狠狠躁夜夜躁人人爽天天不卡软件
|
午夜成人亚洲理论片在线观看
|
亚洲深夜视频
|
亚洲国产精品久久久久秋霞小说
|
777色狠狠一区二区三区
|
91视频中文字幕
|
国产黄色a级毛片
|
91资源在线视频
|
97干视频
|
图片区 视频区 小说区
|
伊人久久亚洲综合影院首页
|
成人播放视频
|
伊人久久无码大香线蕉综合
|
在线播放福利
|
午夜福利1000集在线观看
|
手机真实国产乱子伦对白视频
|
成年女人爽到高潮喷视频
|
69久久精品无码一区二区
|
少妇三级全黄在线播放
|
一色屋精品久久久久久久久久
|
久久免费看a级毛毛片
|
国产精品亚洲精品日韩己满十八小
|
九九激情网
|
国内精品久久久久久久影视麻豆
|
www.xxx日韩|
亚洲真人无码永久在线
|
亚洲精品tv久久久久久久久久
|
日日摸夜夜添夜夜添一区二区
|
看一级黄色片
|
亚洲成 人 综合 亚洲欧洲
|
天天色播|
色精品视频
|
国产美女精品视频免费播放软件
|
国产精品综合久久久精品综合蜜臀
|
极品美女一区二区三区
|
色婷婷激情av
|
夜夜福利
|
国产精品人成在线播放新网站
|
午夜美女网站
|
国产一区二区三区内射高清
|
三级理论中文字幕在线播放
|
老司机深夜18禁污污网站
|
久久99精品国产99久久6不卡
|
蜜桃网av|
自拍视频亚洲综合在线精品
|
欧美性大战久久久久xxx
|
欧洲精品一卡2卡三卡4卡影视
|
欧美老熟妇乱子伦牲交视频
|
国产精品一在线观看
|
日韩欧美视频一区
|
欧美精品亚洲精品日韩专区va
|
日本一区高清视频
|
久久99国产精品尤物
|
少妇好爽影院
|
国产综合91|
国产亚洲精品久久久久久打不开
|
18禁高潮出水呻吟娇喘蜜芽
|
可以免费在线观看的av
|
免费在线视频你懂的
|
国产乱子经典视频在线观看
|
97久久精品人人爽人人爽蜜臀
|
最新系列国产专区|亚洲国产
|
a级成人毛片
|
密臀av网站
|
老司机黄色片
|
色花av
|
久久99精品久久久久久按摩秒播
|
中文字幕高清在线观看
|
国产微拍无码精品一区
|
成人午夜亚洲精品无码区毛片
|
国产小视频在线观看免费
|
视频一区 中文字幕
|
18精品爽视频在线观看
|
日韩在线三级
|
国产xxxx色视频在线观看
|
亚洲黄色片视频
|
日韩av在线一区二区
|
97色在线
|
女人高潮被爽到呻吟在线观看
|
久久久久国色av免费观看性色
|
激情综合色综合啪啪开心
|
亚洲日本精品国产一区vr
|
无码av无码天堂资源网
|
国语对白永久免费
|
午夜久久久久
|
男人添女人囗交做爰30分
|
久久99久久99精品中文字幕
|
亚洲精品乱码久久久久66
|
亚洲欧美一区二区三区
|
欧美日本道
|
色欲天天天天天综合网
|
老汉色老汉首页a亚洲
|
黄色一级大片
|
国产精品无码嫩草地址更新
|
欧美人妖一区二区
|
天干啦夜天干天干在线线
|
国语对白刺激精品视频
|
无码av波多野结衣久久
|
人妻av久久一区波多野结衣
|
亚洲女人阳道毛茸茸黑森林
|
一级精品毛片
|
久久久久99精品成人片
|
伊人网视频
|
成人一二区
|
中文字幕日韩三级
|
欧美深性狂猛ⅹxxx深喉
|
精品无人乱码高清在线观看
|
一本精品999爽爽久久久
|
国产猛男猛女52精品视频
|
窝窝午夜看片成人精品
|
国产在线精品无码二区二区
|
五月综合在线
|
亚洲国产精彩中文乱码av
|
欧美人体一区二区三区
|
强奷漂亮饱满雪白少妇av
|
国产精品好好热av在线观看
|
亚洲激情久久久
|
国产一区二区三区在线
|
中文天堂在线观看
|
天天躁狠狠躁狠狠躁性色牛牛影视
|
极品粉嫩福利午夜在线播放
|
日韩精品免费在线视频
|
欧美亚洲精品在线观看
|
亚洲欧美日韩视频高清专区
|
咪咪av|
在线观看国产一区二区三区
|
国产精品99久久久久久董美香
|
欧美午夜在线观看
|
中文二区|
中文字幕久久久久人妻
|
日本少妇喷水
|
又黄又爽又色成人免费体验
|
久久综合精品国产二区无码
|
九一亚色视频
|
日本看片一二三区高清
|
永久免费在线播放
|
亚洲精品国产v片在线观看
国产精品久久久久久久久免费看
|
色小说综合网
|
日本中文字幕在线视频二区
|
一区二区在线视频
|
精品国产午夜理论片不卡精品
|
免费日韩中文字幕
|
国产女人高潮抽搐叫床视频
|
夜夜免费视频
|
人妻夜夜爽天天爽一区
|
国产熟妇精品高潮一区二区三区
|
日韩人妻无码精品专区906188
|
国产无遮挡又黄又爽对白视频
|
国内永久福利在线视频
|
免费毛片视频网站
|
在线成人日韩
|
中文字幕资源在线
|
美女网站在线永久免费观看
|
欧美成视频人免费淫片
|
日韩精彩视频
|
丁香激情视频
|
avtt天堂网|
免费人妻无码不卡中文字幕系
|
成人一级在线
|
亚洲中文字幕永久在线全国
|
国产精品久久自在自线
|
色噜噜日韩精品欧美一区二区
|
欧美在线观看一区
|
99大香伊乱码一区二区
|
久草在线手机视频
|
婷婷色av
|
无码成人aⅴ免费中文字幕
欧美在线小视频
|
亚洲伦理一区
|
女女百合av大片一区二区三区九县
|
午夜精品久久久内射近拍高清
|
国产人妻人伦精品1国产盗摄
|
中文字幕第22页
|
亚洲女人被黑人巨大进入
|
青草草在线观看
|
最新国产精品久久精品
|
丁香六月激情网
|
国产污污视频
|
伊人久久婷婷五月综合97色
|
性欧美大胆免费播放
|
国产亚洲精品女人久久久久久
|
国产精品性夜天天拍拍2021
|
精国产品一区二区三区a片
成人中文字幕+乱码+中文字幕
|
成人内射国产免费观看
|
国产成人精品亚洲午夜麻豆
|
成人深夜免费视频
|
亚洲自拍色
|
欧美12--15处交性娇小
|
99激情
|
青青草763|
久久综合九色综合97网
|
男人狂躁进女人下面免费视频
|
国产成人精品久久亚洲高清不卡
|
国模无码人体一区二区
|
欧美成人三级视频
|
久久性色|
9色在线视频
|
亚洲 自拍 色综合图区一
|
国产寡妇树林野战在线播放
|
久久99久
|
欧美乱码精品一区二区三区
|
妞干网av
|
爆乳护士一区二区三区在线播放
|
久久久无码精品亚洲日韩蜜臀浪潮
|
在线观看无码av网站永久
|
欧美黄色精品
|
亚洲天砖砖区免费
|
国产精品久久久久久一区二区三区
|
永久免费在线观看视频
|
18禁成年无码免费网站
|
国产激情av
|
av无码国产精品色午夜
|
91精品欧美一区二区三区
|
一区二区视频免费看
|
帮老师解开蕾丝奶罩吸乳网站
|
激情婷婷综合
|
天天躁日日躁狠狠躁欧美老妇小说
|
亚洲中文色欧另类欧美
|
久爱无码免费视频在线
|
亚洲最大综合久久网成人
|
香蕉黄网
|
国产suv精品一区二区33
|
久久精品国产成人午夜福利
|
一区二区不卡视频在线观看
|
神马影院午夜dy888
|
婷婷综合久久日韩一区
|
亚洲国产日韩在线视频
|
一二三四社区在线中文视频
|
久久精品动漫一区二区三区
|
欧美一区二区影院
|
91av资源在线
|
男女啪啪无遮挡免费网站
|
中文字字幕
|
久久香蕉精品
|
www.91免费视频
|
久久一本精品
|
九九热线精品视频16
|
综合一区av
|
人人妻人人澡人人爽人人精品电影
|
无码精品a∨在线观看中文
欧美激情视频免费
|
欧美一级在线看
|
日本中文字幕在线播放
|
日本少妇xxxxx
|
久久久g0g0午夜无码精品
|
日日躁狠狠躁
|
伊人久久大香线焦av综合影院
|
日日躁夜夜躁狠狠躁aⅴ蜜
亚洲午夜精品在线观看
|
中文字幕在线观看亚洲视频
|
欧洲美女毛片
|
欧美乱轮|
中文字幕有码在线观看
|
波多野结衣高潮av在线播放
|
日本精品无码一区二区三区久久久
|
亚欧无线一线二线三线区别
|
国产精品久久久尹人香蕉
|
俺也来俺也去俺也射
|
性欧美在线视频
|
国产美女视频国产视视频
|
欧美一区二区鲁丝袜片
|
青青操在线
|
自愉自愉产区二十四区
|
国产精品一二三区成毛片视频
|
在线va亚洲va天堂中文字幕
|
国产精品天天在线午夜更新
|
蜜臀av国产一区二区三区
|
波多野结衣av在线无码中文18
|
日韩欧美123
|
国产又粗又猛又爽又黄的视频先
|
国产熟妇午夜精品aaa
|
无码丰满人妻熟妇区
|
少妇太紧太爽又黄又硬又爽视频
|
国产精品天堂avav在线
|
国产成人久久综合第一区
|
国产精品久久久久久久久大全
|
国产一区 日韩
|
色综合777|
久久午夜夜伦鲁鲁片免费无码影院
|
av激情亚洲男人的天堂国语
|
人妻无码中文字幕永久在线
|
久热久热|
欧美激情一区二区成人
|
少妇高潮九九九αv
|
夜夜影院未满十八勿进
|
成人有色视频免费观看网址
|
a资源在线观看
|
性做久久久久久久
|
国产欧亚州美日韩综合区
|
国产午夜精品理论片久久影院
|
狠狠色噜噜狠狠狠狠黑人
|
美女在线观看av
|
动漫3d精品一区二区三区乱码
|
日本一区二区在线视频
|
欧美激情一区二区三区在线
|
99日韩精品
|
亚洲精品三
|
在线综合亚洲欧美日韩
|
伊人激情av一区二区三区
|
成人白浆超碰人人人人
|
y111111少妇|
国产做a爱片久久毛片a片高清
|
日本中文字幕在线观看视频
|
国产欧美日韩三级
|
国产精品女主播在线视频
|
亚洲精品白浆高清久久久久久
|
日韩在线无
|
一本久道久久综合狠狠老
|
日本一卡二卡不卡视频查询
|
在线中文新版最新版在线
|
精品久久www
|
自拍 亚洲 欧美 卡通 另类
|
毛片视|
综合天天色|
欧美在线日韩在线
|
国产夫妻小视频
|
国产女同疯狂作爱系列
|
亚洲国产成人无码网站大全
|
欧美在线播放一区二区
|
成人午夜精品无码一区二区三区
|
欧美精品一线
|
日本网站免费观看
|
国产av无码专区亚洲a√
|
欧洲免费无线码在线一区
|
久热这里在线精品
|
亚洲 欧美 中文 日韩 综合
|
日韩在线视频一区二区三
|
国产黄色三级毛片
|
动漫美女露胸网站
|
国产乱码免费卡1卡二卡3卡四卡
|
久久一码二码三码区别
|
久久99精品久久久久久狂牛
|
午夜免费无码福利视频麻豆
|
亚洲第一综合
|
久久久久综合成人免费
|
亚洲白浆
|
av久久天堂三区
|
永久免费未满视频
|
亚洲综合中文字幕无线码
|
人妖av在线|
欧美群交射精内射颜射潮喷
|
永久免费观看美女裸体视频的网站
|
a毛片视频
|
亚洲性天堂|
人人妻人人澡人人爽精品日本
|
免费久久|
亚洲va欧美va久久久久久久
|
国产午夜福利在线播放87
|
伊人蕉久
|
久久久午夜爽爽一区二区三区三州
|
黑人巨大白妞出浆
|
国产精品久久久久久久一区二区
|
亚洲视频手机在线观看
|
国产免国产免‘费
|
久久久亚洲色
|
无码ol丝袜高跟秘书在线观看
|
成 人 黄 色 视频免费播放
|
久久久精选|
精品国产一区二区av麻豆
|
国产av激情无码久久
|
嫩草院一区二区乱码
|
天天干天天干
|
国产午夜福利片1000无码
|
久久久久成人免费看a含羞草久色
|
成年在线视频
|
香蕉网在线|
欧美影院一区二区
|
无码精品国产va在线观看
|
亚洲v欧美v国产v在线观看
|
日本中文字幕乱码免费
|
玖玖玖香蕉精品视频在线观看
|
日本不卡高清一区二区三区
|
人人澡人人曰人人摸看
|
51国偷自产一区二区三区
|
亚洲精品乱码久久久久v最新版
|
日韩精品区一区二区三vr
|
狠狠爱亚洲五月婷婷av
|
嫖妓丰满肥熟妇在线精品
|
久欠精品国国产99国产精2021
|
色婷婷五
|
91色在线视频
|
亚洲欧洲精品成人久久曰
|
天天综合天天色
|
人妻无码αv中文字幕久久琪琪布
|
国产高清视频一区三区
|
久久成人免费视频
|
成人区视频
|
国产亚洲精品久久久久久无
|
久久精品动漫一区二区三区
|
免费无码国产v片在线观看
av色影院
|
亚洲视频一二三区
|
色哟哟国产
|
久久影院一区
|
亚洲国产欧美国产第一区
|
欧美精品与人动性物交免费看
|
久在线观看福利视频
|
五月天av网
|
日本亚洲欧美综合在线
|
国产做受入口竹菊
|
国产精品无码a∨麻豆
|
在线欧美 精品 第1页
|
国产美女精品中文网蜜芽宝贝
|
日本乱码乱码免费高清视频
|
男女高潮又爽又黄又无遮挡
|
曰批视频免费30分钟成人
|
一区欧美
|
91一区二区三区四区
|
日韩高清不卡
|
四虎成人永久
|
污污导航|
成人永久免费网站在线观看
|
国产精品人成视频免费国产
|
国产精品七区
|
国产视频一区二区
|
国产真实乱人偷精品人妻
|
四虎在线观看
|
欧美一级淫片bbb一84
|
色欲久久综合亚洲精品蜜桃
|
亚洲 成人 av
|
欧美成人一区二区三区
|
欧洲免费无线码在线一区
|
青娱乐手机在线视频
|
日本丰满妇人成熟免费中文字幕
|
男人的天堂va在线无码
|
日韩精品人涩人
|
www网站在线观看
|
国产精品人妻99一区二区
|
五十路丰满中年熟女中出
|
欧美88888|
蜜桃精品噜噜噜成人av
|
99久久99视频只有精品
|
www.天堂av|
丝袜高跟麻麻浓精受孕人妻
|
国产伦精品一区二区三区在线
|
精品无码国模私拍视频
|
国产亚洲欧美在线观看
|
亚洲成人美女xvideos
|
日本精品人妻无码77777
|
亚洲精品欧美综合一区二区
|
亚洲精品你懂的在线观看
|
亚洲热久久|
最新亚洲中文av在线不卡
|
亚洲爽爽爽
|
国产精品国产三级国产av中文
|
日韩成人小视频
|
日本亲子乱子伦xxxx
|
日韩精品国产一区二区三区久久
|
中文字幕在线三区
|
亚洲情网
|
五月激情亚洲
|
日本熟妇色高清播放
|
国产精品一区二区香蕉
|
精品网站一区二区三区网站
|
无码免费婬av片在线观看
|
久久久久久a亚洲欧洲av
|
日本饥渴人妻欲求不满
|
午夜三级福利
|
91国内视频
|
国内少妇偷人精品免费
|
无码东京热一区二区三区
|
中国富婆色惰xxxwww
|
久久精品视频免费看
|
久久精品免费网站
|
国产大学生援交视频在线观看
|
亚洲精品成人在线
|
精品九九九
|
天堂√最新版中文在线地址
|
国产高清av喷水白丝护士
|
国产欧美日韩一区二区三区在线
|
自拍 亚洲 欧美 卡通 另类
|
日韩国产一区二区三区四区
|
欧美大波少妇在厨房被
|
久草视频在线免费播放
|
丰满少妇大叫太大太粗
|
亚洲第一中文av
|
欧洲av在线
|
鲁一鲁久久
|
永久免费无码国产
|
日韩色偷偷
|
久久久久久人妻精品一区
|
人妻少妇精品久久
|
国产寡妇婬乱a毛片视频
|
天堂久久爱
|
久久天天躁狠狠躁夜夜2019
|
男女性爽大片在线观看
|
日韩高清不卡一区
|
久久成年视频
|
性做久久久久久久久久
|
国产精品18久久久久白浆软件
|
四虎4hu新地址入口2023
|
三级特黄60分钟在线播放
|
丰满少妇高潮无套内谢
|
亚洲一级生活片
|
男女视频一区二区
|
8x8ⅹ国产精品一区二区
|
av站|
www.青草视频|
国语自产拍精品香蕉在线播放
|
日韩精品视
|
无码国模产在线观看免费
|
av免费在线观看网站
|
国产精品好爽好紧好大
|
亚洲欧美国产免费综合视频
|
国产午夜精品美女视频明星a级
|
国产区h
|
91看片在线观看
|
国产成人av一区二区三区无码
|
国产毛片毛片毛片毛片
|
亚洲综合欧美色五月俺也去
|
国产精品美女
|
国产一卡2卡3卡4卡精品
|
中文字幕在线三区
|
日韩黄色中文字幕
|
少妇寂寞小伙满足少妇在线观看
|
亚洲无av码在线中文字幕
|
日本精品视频免费
|
欧美高清
|
亚洲乱码精品久久久久..
|
粉嫩精品国产色综合久久不8
|
爱情岛论坛成人永久网站在线观看
|
毛片免费视频肛交颜射免费视频
|
欧美大胆a视频
|
四虎国产精品永久在线下载
|
国产精品夜夜嗨
|
台湾佬中文娱乐网址
|
拔萝卜视频在线观看高清版
|
亚洲精品嫩草研究院久久
|
亚洲精品久久久久久宅男
|
一级片观看
|
亚洲精品高清无码视频
|
亚洲精品乱码久久久久
|
五月天天爽天天狠久久久综合
|
亚洲国产97在线精品一区
|
五月婷久久|
五月天天丁香婷婷在线中
|
亚洲高清无在码在线电影不卡
|
午夜羞羞影院男女爽爽爽
|
亚洲天堂av中文字幕
|
午夜福利国产成人无码gif动图
|
中日韩va无码中文字幕
|
军人全身脱精光自慰
|
成人网站亚洲综合久久
|
国产97在线 | 中文
|
你懂的网址国产,欧美
|
亚洲精品国产肉丝袜久久
|
天天色天天色天天色
|
国产成人三级在线观看
|
亚洲综合无码一区二区三区
|
中文字幕一区二区精品区
|
热99re久久精品天堂
|
国产区又黄又硬高潮的视频
|
樱花草在线社区www日本影院
|
中文字幕精品一区久久久久
|
婷婷久久久久久
|
天堂√在线中文官网在线
|
日日鲁鲁鲁夜夜爽爽狠狠视频97
|
亚洲欧美日韩国产综合
|
中文字幕无码日韩欧免费软件
|
真实国产老熟女粗口对白
|
午夜视频一区
|
超级大爆乳奶牛被调教出奶水
|
午夜寂寞少妇aaa片毛片
|
欧美日韩在线一区二区
|
色哟哟欧美精品免费视频
|
国产亚洲无线码一区二区
|
6080yyy午夜理论片中无码
|
欧美s码亚洲码精品m码
|
日韩精品网址
|
国产精品97色综合国产精品
|
99久久精品日本一区二区免费
|
18禁肉肉无遮挡无码网站
|
97人妻碰碰视频免费上线
|
免费国精产品自偷自偷免费看
|
老汉色老汉首页av亚洲
|
五月天天堂网
|
日本亚洲欧美在线视观看
|
国变精品美女久久久久av爽
|
2020每日更新国产精品视频
|
中文字乱码电影在线播放
|
亚洲欧洲综合有码无码
|
国产成人av乱码在线观看
|
国产一区二区在线播放视频
|
日韩精品www
|
日产毛片
|
国产又大又硬又粗
|
免费人成自慰网站
|
99久久国产综合精品尤物酒店
|
成人福利网站在线观看
|
久久精品国产清高在天天线
|
亚洲国产精品无码中文字2022
|
草草在线观看
|
极品粉嫩福利午夜在线播放
|
精品久久久久久
|
97在线视频免费观看
|
丁香五月激情综合亚洲
|
亚洲精品一区国产欧美
|
免费亚洲视频在线观看
|
日韩精品一区二区三区亚洲综合
|
男男19禁啪啪无遮挡免费
|
亚洲香蕉中文日韩v日本
|
国产一卡二卡三卡四卡视频版
|
一区二区三区日韩在线观看
|
日韩干干干
|
色婷婷社区
|
成人精品一区二区户外勾搭野战
|
非洲黑人性xxxx精品
|
污网站大全免费
|
国产精品国产自线拍免费不卡
|
国产亚洲成av人片在线观看
|
亚洲精品第一国产综合国服瑶
|
亚洲老女人av
|
麻豆国产精品久久人妻
|
人妻尝试又大又粗久久
|
99国产欧美久久久精品
|
久久久噜噜噜久久
|
无码人妻毛片丰满熟妇区毛片国产
|
亚洲成av大片大片在线播放
|
男女一边摸一边做爽视频
|
日韩欧美在线观看一区二区视频
|
亚洲色爱图小说专区
|
色avav色av爱avav亚洲色拍
|
69sex久久精品国产麻豆
|
黄色成人在线视频
|
天堂久久精品
|
欧美亚洲日韩国产综合电影
|
亚洲日本va午夜在线影院
|
色欲国产麻豆一精品一av一免费
|
国产人人精品
|
婷婷丁香综合色
|
波多野结衣痴汉电车
|
国产无遮挡18禁无码免费
|
天天综合网7799精品
|
搡老女人老91妇女老女人
|
性一交一性一交肉体
|
希岛爱理在线
|
少妇又色又爽又黄的视频
|
国产亚洲日韩妖曝欧美
|
国产熟妇高潮呻吟喷水
|
国产精品538一区二区在线
|
亚洲精品久久午夜无码一区二区
|
8050午夜二级无码中文字幕
|
久久中文字幕亚洲精品最新
|
国产精品av久久久久久网址
|
高清欧美性猛交xxxx黑人猛交
|
日本三级欧美三级人妇视频黑白配
|
亚洲欧美91|
中国少妇xxxx做受18
|
91福利在线播放
|
亚洲高清乱码午夜电影网制服
|
丝袜脚av|
阿拉伯毛片
|
国产成+人+综合+亚洲专区
|
欧美9999|
亚洲毛片a
|
久久综合给合久久国产免费
|
久草免费在线视频
|
久久99久久99
|
日产日韩亚洲欧美综合
|
色五月激情五月
|
国产欧美一区二区三区网站
|
5566先锋影音夜色资源站在线观看
|
男女做爰猛烈叫床视频免费
|
毛片基地黄久久久久久天堂
|
97成人免费视频
|
欧美国产一区二区三区激情
|
国产乱人伦偷精精品视频
|
国产在观线免费观看久久
|
久草福利在线视频
|
91免费网站入口
|
亚洲春色第一页
|
亚洲国产色播av在线
|
全黄做爰100小说
|
麻豆成人传媒一区二区
|
国产一区久久久
|
99精品无人区乱码1区2区3区
|
免费视频爱爱
|
操碰人人
|
天天做天天爱夜夜夜爽毛片
|
蜜臀av性久久久久蜜臀av
|
av永久天堂一区二区三区香港
|
成人性生交大片免费看
|
国产看黄a大片爽爽影院
|
人妻少妇av无码一区二区
|
www.五月天..com|
色婷婷伊人
|
日韩av福利
|
久久九九99
|
国产精品自在拍首页视频
|
欧美疯狂做受xxxx高潮
|
少妇私密会所按摩到高潮呻吟
|
国产精品久久久久婷婷
|
久一在线视频
|
综合色成人
|
久久亚洲影视
|
西西444www无码大胆
|
久久嫩草精品久久久久
|
亚州国产精品视频
|
好硬好湿好爽再深一点动态图视频
|
97公开视频
|
欧美日韩精品一区二区天天拍
|
日韩精品一区二区三区免费视频
|
视频在线国产
|
四影虎院永久免
|
精品久久久久久无码中文字幕一区
|
免费观看av网址
|
国产变态口味重另类
|
中国少妇的呻吟xvideos
|
亚洲a片v一区二区三区有声
|
国产日韩一区二区三区
|
色婷婷五月在线精品视频
|
国产av一区最新精品
|
国产激情偷乱视频一区二区三区
|
欧美黑人粗大xxxxbbbb
|
小鲜肉洗澡时自慰网站xnxx
|
99国产欧美另类久久久精品
|
国语做受对白xxxxx在线
|
91艹逼
|
国产一级爱c视频
|
精品久久久无码中文字幕
|
久久国产一区
|
欧美一区二区三
|
1024在线视频
|
欧美人与动性xxxxx杂
|
亚洲男女羞羞无遮挡久久丫
|
ts在线观看|
av在线免费看网站
|
久久成年人
|
牛和人交xxxx欧美
|
91porny丨首页入口在线
|
国产动作大片中文字幕
|
色综合视频在线观看
|
自拍偷拍第二页
|
亚洲第一黄色网
|
久久久噜噜噜久久熟女
|
色婷婷一区二区三区免费
|
另类天堂网不卡另类系列
|
人人干人人噪人人摸
|
成年轻人电影www无码
|
亚洲欭美日韩颜射在线
|
亚洲自偷自拍熟女另类
|
女人一区二区
|
狠狠久久亚洲欧美专区
|
97av麻豆蜜桃一区二区
|
毛片内射-百度
|
国产精品久久一区二区三区
|
在线播放国产精品三级网
|
国产亚洲精选美女久久久久
|
国产成人精品一区二区三区视频
|
久久天堂影院
|
欧美黄色91
|
xxxx日本少妇
|
精品国产_亚洲人成在线
|
人妻熟女一区二区三区app下载
|
欧美人和黑人牲交网站上线
|
国偷自产一区二区三区在线视频
|
又色又爽又黄的视频女女
|
乱淫久久
|
九色.com|
九九九在线视频
|
免费最爽乱淫无遮挡
|
日日鲁鲁夜夜狼狼视频
|
激情亚洲图片激情亚洲小说
|
国产97在线 | 亚洲
|
日韩一二三区视频
|
欧美一区二区大片
|
小鲜肉洗澡时自慰网站xnxx
|
青青青青久久精品国产
|
国产精品泄火熟女
|
欧美成人a天堂片在线观看
嫩草在线影院
|
波多野结衣福利视频
|
国产丝袜无码一区二区视频
|
欧美性猛少妇xxxxx免费
|
亚洲香蕉网站
|
91丨国产|
国产午夜鲁丝无码拍拍
|
国产色多传媒网站
|
亚洲网址在线观看
|
日本精品视频在线
|
色眯眯影院
|
日本色一区
|
欧美人交a欧美精品
|
老司机久久
|
亚洲色无码综合图区手机
|
亚洲精品无码久久久久av老牛
|
久久无码精品一一区二区三区
|
精品国产av一二三四区
|
国产内射999视频一区
|
亚洲性啪啪无码av天堂
|
日韩欧美精品久久
|
日本午夜无人区毛片私人影院
|
国产精品久久久久久一区二区
|
av免费网站在线观看
|
伊人亚洲综合影院首页
|
中文字幕人妻丝袜二区
|
黑人强伦姧人妻日韩那庞大的
|
免费一级特黄3大片视频
|
黄色大片中文字幕
|
亚洲日韩中文字幕
|
久久成人免费精品网站
|
99国产精品久久
|
九九视频免费
|
欧美日韩乱国产
|
国产成人亚洲日韩欧美久久
|
女同av久久中文字幕字
|
天天色影网
|
精品多毛少妇人妻av免费久久
|
成人毛片在线观看
|
国产av亚洲第一女人av
|
一级国产20岁美女毛片
|
久热精品免费视频
|
亚洲国产黄色片
|
亚洲欧美在线视频
|
久久久久久亚洲综合影院
|
欧美专区日韩专区
|
无码免费伦费影视在线观看
|
狠狠躁三区二区久久天天
|
免费特级黄毛片
|
欧美撸撸
|
国产亚洲成av人片在线观看桃
|
一级黄色av片|
欧美丰满老熟妇aaaa片
|
北条麻妃一区二区三区在线视频
|
九九热精品视频在线播放
|
在线中文新版最新版在线
|
永久黄网站色视频免费看
|
天堂视频免费观看
|
亚洲天堂资源
|
欧美处交wwwvideos另类
|
少妇毛片久久久久久久久竹菊影院
|
午夜影院在线观看免费
|
日本a网站
|
天天综合网日韩
|
日本欧美色十大禁片毛片
|
中文字幕免费无码专区剧情
|
欧美激情一区二区三级高清视频
|
99久久久久久久久久久
|
国产精品奇米一区二区三区小说
|
日韩网站视频
|
欧美黑人又粗又硬xxxxx喷水
|
日韩在线播放中文字幕
|
奶水喷溅 在线播放
|
九九热精品在线播放
|
学生丨6一毛片
|
欧美性视频一区二区
|
日本a级黄
|
中文字幕视频网站
|
九九久久精品
|
日本猛少妇色xxxxx猛叫小说
|
97色伦2视频在线观看
|
色欧美日韩
|
精品久久久久国产免费第一页
|
美女视频网站免费
|
超碰人人干
|
久草福利资源在线
|
少妇久久久久久被弄高潮
|
国产偷窥女洗浴在线观看
|
亚洲精品乱码久久久久久久久久久久
|
精彩久久
|
国产精品一区二区久久不卡
|
久久久久久自慰出白浆
|
无码专区一ⅴa亚洲v专区在线
|
99色综合|
蜜桃臀av一区二区三区
|
亚洲成vr人片在线观看天堂无码
|
老熟女乱之仑视频
|
自拍偷在线精品自拍偷99九色
|
欧美日韩一区二区三区视频免费观看
|
国产在线拍揄自揄视频菠萝
|
一夲道av无码无卡免费
|
嫩草影院中文字幕
|
免费av网站观看
|
夜夜未满十八勿进的爽爽影院
|
卡一卡二卡三免费视频
|
аⅴ资源新版在线天堂
|
岛国av在线
|
日本天堂视频
|
懂色一区二区三区久久久
|
成人性色生活片免费看l
|
人妻少妇精品视频专区
|
亚洲日夜噜噜
|
国产成人亚洲精品无码av大片
|
精品欧洲av无码一区二区男男
|
久久亚洲一区二区三区四区五区高
|
国产偷窥真人视频在线观看
|
无码精品a∨在线观看中文
欧美激情视频免费
|
国产欧美小视频
|
啪啪免费网
|
免费毛片在线播放
|
久久午夜无码免费
|
精品久久久久一区二区国产
|
亚洲va综合va国产产va中文
|
黄色大片视频网站
|
欧美第一黄网免费网站
|
男女插插网站
|
成人极品视频
|
亚洲免费av网站
|
国产高清自拍
|
a在线视频播放观看免费观看
|
99爱免费
|
精品无人区乱码1区2区3区在线
|
蜜臀av网站在线
|
在线 欧美 中文 亚洲 精品
|
亚洲精品图片一区15p
|
男女作爱免费网站
|
91成人精品一区在线播放69
|
无遮挡粉嫩小泬久久久久久久
|
亚洲欧美综合另类
|
亚洲中文字幕无码久久精品1
|
性欧美寡妇黑人异族
|
亚洲日本韩国在线
|
国产精品偷伦视频免费观看了软件
|
成在人线av无码免观看
|
四虎影视在线播免费观看
|
亚洲瑟|
青青在线免费观看
|
亚洲色大成网站www久久
|
日本爽爽爽爽爽爽在线观看免
|
亚洲综合成人av
|
国产av亚洲第一女人av
|
亚洲精品色午夜无码专区日韩
|
色婷婷久久久久swag精品
|
亚洲综合无码一区二区三区不卡
|
老熟女多次高潮露脸视频
|
人妻精品动漫h无码专区
|
中文有码无码人妻在线短视频
|
国产精品久久久久久久久久精爆
|
国产一级做a
|
日本精品videossex 黑人
|
国产精品毛片久久久久久久
|
亚洲在线中文字幕
|
美女视频久久久
|
久久处女视频
|
在线观看涩涩视频
|
天天干天天操天天摸
|
国产爽爽久久影院潘金莲
|
五月丁香久久综合网站
|
精品久久久99大香线蕉
|
丁香婷婷深情五月亚洲
|
亚洲精品影院在线观看
|
jizz黄色片|
色噜噜狠狠一区二区三区果冻
|
日韩精品中文在线
|
67194熟妇在线直接进入
|
忘忧草社区www资源在线
|
婷婷人人爽人人爽人人片
|
欧美午夜精品久久久久
|
国产欧美激情日韩成人三区
|
成人免费观看视频网站
|
国产小视频免费观看
|
国产午夜激无码av毛片不
|
国产亚洲欧美视频
|
美女无遮挡免费视频网站
|
亚洲第一页av
|
国产免费一区二区三区免费视频
|
男的操女的国产
|
国产成人精品午夜福利在线播放
|
一级片免费在线播放
|
久久国产亚洲欧美久久
|
久久久久久97
|
偷偷操不一样的久久
|
av三级毛片
|
免费av在线
|
欧美日韩在线观看精品
|
欧美一区二区三区在线视频观看
|
92午夜少妇极品福利无码电影
|
人妻无码视频一区二区三区
|
久久精品一二
|
亚洲人成色77777在线观看大战
|
99er这里只有精品
|
亚洲熟女综合色一区二区三区
|
亚洲精品无吗
|
欧美高清性色生活片免费观看
|
熟妇的奶头又大又粗视频
|
欧洲精品va无码一区二区三区
|
亚洲字幕成人中文在线电影网
|
日产精品卡一卡二
|
午夜少妇性影院私人影院
|
三级黄色毛片视频
|
免费中文字幕日韩欧美
|
麻豆天美传媒毛片av88
|
av一区在线观看
|
性中国少妇熟妇xxxx农村
|
精品在线看
|
中文字幕日产乱码一区
|
av片免费
|
国产日韩一区二区三免费高清
|
久久免费视频99
|
理论片午午伦夜理片影院99
|
四虎影视成人永久免费观看视频
|
无码国产精成人午夜视频一区二区
|
久久韩日|
国产美女视频一区二区三区
|
国产欧美日韩在线观看一区二区
|
国产成人精品午夜福利不卡
|
欧美特级特黄aaaaaa在线看
|
成人无码av片在线观看蜜桃
|
动漫av一区二区在线观看
|
国产成人一二三
|
人妻少妇精品系列
|
无码国产一区二区免费
|
国产激情无码视频在线播放性色
|
日韩精品久久一区二区三区
|
97涩色
|
国产69精品久久久久777
|
国产精品成人影院久久久
|
强奷乱码中文字幕
|
久久99er热精品免费播
|
宅男666在线永久免费观看
|
女人被狂躁c到高潮喷水一区二区
|
日日夜夜精品免费视频
|
亚洲欧美一卡二卡
|
av黄色片在线观看
|
又大又硬又黄的免费视频
|
天干夜夜爽爽日日日日
|
日日干天天操
|
黄色欧美大片
|
最新精品香蕉在线
|
美女啪啪免费网站
|
999精品视频在线观看
|
av高清一区二区
|
伊人中文字幕无码专区
|
婷婷视频在线
|
很黄很黄的曰批视频
|
婷婷四虎东京热无码群交双飞视频
|
天天综合天天综合
|
亚洲欧美色中文字幕在线
|
国产午睡沙发被弄醒完整版
|
免费欧美日韩
|
99精品国产成人一区二区
|
人妻耻辱中文字幕在线bd
|
亚洲精品av少妇一区二区
|
精品国产av最大网站
|
国内精品伊人久久久久777
|
成人国产精品一区二区网站公司
|
最新色站|
成人免费播放视频777777
|
91视在线国内在线播放酒店
|
国产男女免费完整视频网页
|
免费无码av片在线观看国产
|
蜜桃精品视频
|
欧美另类国产
|
在线观看精品视频网站
|
欧美午夜性春猛交ⅹxxxh
|
国产在线观看第一页
|
蜜桃日本免费看mv免费版
|
好吊色欧美一区二区三区四区
|
久久大奶
|
东京干手机福利视频
|
亚洲精品欧美精品日韩精品
|
性天堂av
|
精品亚洲国产成人av制服
|
99精品国产丝袜在线拍国语
|
在线欧美精品一区二区三区
|
欧美极品少妇xxxxⅹ猛交
|
91榴莲视频
|
日韩久久久久久
|
日本一区二区三区视频在线观看
|
小泽玛利亚一区二区免费
|
17c在线观看|
午夜精品网站
|
亚洲国产精品va在线看黑人动漫
|
中文无码热在线视频
|
93精品国产乱码久久久
|
麻豆国产97在线 | 中国
|
亚洲人成网www男同
亚洲最新无码中文字幕久久
|
欧美精品一区二区视频
|
国产日韩综合一区二区性色av
|
91国偷自产一区二区三区女王
|
日本精品一区二区三区视频
|
亚洲天堂狠狠干
|
国产v69
|
久久久免费视频观看
|
国产亚洲精品久久久久久久软件
|
久久精品欧美一区二区三区麻豆
|
国产乱肥老妇国产一区二
|
国产久青青青青在线观看
|
亚洲精品在线视频观看
|
一区二区亚洲精品国产片
|
国产麻豆剧传媒精品国产av
|
精品人妻无码区在线视频
|
丰满护士巨好爽好大乳
|
日韩色中色|
亚洲国产精品日韩av不卡在线
|
在线观看视频免费入口
|
成熟丰满熟妇高潮xxxxx
|
日韩一级理论片
|
天天爽av
|
欧美人与动牲交片免费播放
|
久久天天躁狠狠躁夜夜2019
|
亚洲色欲在线播放一区
|
久久精品人妻一区二区三区
|
国内揄拍国内精品人妻
|
国产精品白浆在线观看免费
|
99精品国产免费观看视频
|
婷婷射吧
|
午夜精彩视频
|
日本婷婷|
日本真人做爰免费的视频
|
青青青国产在线观看手机免费
|
动漫av纯肉无码av电影网
|
亚洲国产欧美日韩精品一区二区三区
|
久久久久成人片免费观看
|
国产成人精品无码免费看夜聊软件
|
成人伊人亚洲人综合网
|
精品中文在线
|
日韩欧美国产中文
|
亚洲偷偷自拍
|
免费看韩国午夜福利影视
|
性一交一乱一伦一色一情丿按摩
|
毛片毛片毛片毛片毛片毛片
|
99精品视频在线观看
|
亚洲三区在线播放
|
日本又紧又色又嫩又爽的视频
|
爽死你欧美大白屁股在线
|
国产又黄又爽又色
|
无码精品a∨在线观看十八禁
|
动漫精品专区一区二区三区
|
青青在线精品
|
日韩免费精品
|
六十路高龄老熟女m
|
国产熟妇与子伦hd
|
国产大学生呻吟对白精彩在线
|
免费观看全黄做爰大片
|
国产在线精品一区二区三区不卡
|
欧美亚洲日韩国产综合电影
|
亚洲一级视频在线观看
|
免费超级淫片日本高清视频
|
国产成人精品无缓存在线播放
|
av解说在线观看
|
丰满爆乳在线播放
|
天天拍夜夜添久久精品
|
午夜影院在线免费观看视频
|
亚洲日韩色欲色欲com
|
黑人操日本女人视频
|
亚洲人成无码网站www
|
国产欧色美视频综合二区
|
奇米网久久
|
亚洲免费影视
|
在线免费小视频
|
丰满大肥婆肥奶大屁股
|
精品少妇无码av在线播放
|
亚洲 日韩 另类 天天更新
|
欧美日韩免费高清
|
加勒比av在线播放
|
亚洲日韩久久综合中文字幕
|
亚洲综合网在线
|
日本在线免费视频
|
色婷婷综合久久久
|
又色又爽又黄的视频日本
|
国产婷婷色综合av性色av
|
亚洲精品18在线观看
|
欧美理论片在线观看
|
久久日产一线二线三线suv
|
热99|
香蕉av在线|
男女做爰高清无遮挡免费视频
|
亚洲aaa毛片|
亚洲成a v人片在线观看
|
国产成人精品日本亚洲专区
|
欧美成人www免费全部网站
|
亚洲自拍偷拍综合
|
西西人体444www高清大胆
|
久草在在线视频
|
色综合色综合色综合色综合
|
欧美一级一区二区三区
|
国产做爰全过程免费视频
|
免费三级现频在线观看免费
|
黄色成年人视频在线观看
|
影音先锋亚洲成aⅴ人在
|
久久国国产免费999
日亚韩在线无码一区二区三区
|
国产三级做爰在线播放
|
国产成人av片无码免费
|
青青草av一区二区三区
|
青娱乐青青草
|
性高爱久久久久久久久
|
久久出品必属精品
|
国产黑色丝袜呻吟在线91
|
国产精品久久久久久久久免费相片
|
国产乱子伦无码精品小说
|
日韩a√
|
久草在线视频中文
|
成人性生交大片免费7
|
久久精品国产99精品国产2021
|
av中文资源
|
天天综合天天爱天天做
|
中文无遮挡h肉视频在线观看
|
3344成人福利在线观看
|
乱码av午夜噜噜噜噜动漫
|
九九热视频免费观看
|
91影音先锋|
成在人线av无码免费高潮求绕
|
成人看的毛片
|
在线播放av网址
|
亚洲清色
|
美女av毛片|
无遮挡又爽又刺激的视频
|
国产情侣主伺候绿帽男m
|
日本真人无遮挡啪啪免费
|
黄色片在线免费观看
|
日本aaaaa女人裸体h片
|
中文字幕亚洲欧美日韩在线不卡
|
无码国产成人午夜电影观看
|
日韩av中字
|
中文午夜人妻无码看片
|
成人无码精品一区二区三区亚洲区
|
在线中文字幕第一页
|
成人自拍视频
|
免费看污又色又爽又黄的小说男男
|
免费无码av污污污在线观看
|
日本无遮挡吸乳呻吟视频
|
成人动漫一区二区三区
|
51国产偷自视频区免费播放
|
久草日b视频一二三区
|
国产成人一区二区不卡免费视频
|
久久九九免费视频
|
人成在线视频
|
国产人伦视频
|
久久久久一级
|
高h猛烈失禁潮喷无码视频
亚洲一在线
|
黑色丝袜吻戏亲胸摸腿
|
欧美男女爱爱
|
av二区在线
|
日韩av播放器
|
国产精品第一国产精品
|
五月在线视频
|
国产又粗又猛又爽又黄的视频文字
|
国产日韩中文
|
强被迫伦姧高潮无码bd电影
|
亚洲乱码日产精品bd在线
|
91亚洲国产|
色一欲一性一乱—区二区三区
|
最近中文字幕在线免费观看
|
日本xxxx小便xxxx偷拍
|
国产精欧美一区二区三区久久
|
性av盈盈无码天堂
|
辣+高h+浓+np+肉+黄在线
|
wwww在线观看
|
精品无人区一区二区三区在线
|
国产自偷在线拍精品热乐播av
|
亚洲中文字幕精品一区二区三区
|
国产爆乳美女娇喘呻吟
|
国产精品无码午夜福利
|
亚洲精品成人有声小说
|
亚洲变态另类天堂av手机版
|
91色站|
东方aⅴ免费观看久久av
|
中国亚洲呦女专区
|
国产偷抇久久精品a片69麻豆
|
日本特级黄色录像
|
www.在线国产
|
国产av国片精品一区二区
|
小雪尝禁果又粗又大的视频
|
国产一区,二区
|
婷婷五月色综合香五月
|
在线观看一级片
|
久久久久青草线综合超碰
|
老牛嫩草二区三区观影体验
|
开心久久婷婷综合中文字幕
|
亚洲影院丰满少妇中文字幕无码
|
色在线高清
|
亚洲 欧洲 日韩 综合 第一页
|
日本乱子人伦在线视频
|
欧美色图国产精品
|
狠狠色噜噜狠狠狠狠色综合久
|
国产精品夜夜爽
|
中文字幕视频一区
|
国产精品国产精品国产专区不片
|
成人精品一区二区三区电影免费
|
chinatube国语对白
|
欧美另类人妻制服丝袜
|
毛片黄色视频
|
国产69精品久久久久孕妇
|
偷偷操不一样的久久
|
成年站免费网站看v片在线
国产精品久久影视
|
美女光屁屁无遮挡韩
|
欧美人狂配大交3d怪物一区
|
夜夜躁狠狠躁日日躁婷婷小说
|
狠狠色丁香久久婷婷综合蜜芽五月
|
免费精品国自产拍在线观看
|
交视频在线播放
|
国产精品成熟老女人视频
|
久久久夜色
|
免费视频久久久
|
亚洲另类春色
|
久久精品青草社区
|
天堂va欧美va亚洲va好看va
|
日韩一卡2卡3卡4卡新区亚洲
|
天天躁日日躁狠狠躁2018
|
无码人妻少妇色欲av一区二区
|
琪琪色图
|
日韩精品欧美在线成人
|
人人妻人人爽人人添夜夜欢视频
|
福利视频你懂的
|
99久久国产综合精品女图图等你
|
亚洲精品欧洲精品
|
国产精品制服丝袜无码
|
又色又爽又黄的视频软件app
|
无码人妻精品一区二区
|
欧美日产国产精品
|
亚洲国产成人91porn
|
亚洲午夜无码极品久久
|
国产69精品久久久久毛片
|
国产成人高清成人av片在线看
|
亚洲图色在线
|
无码精品国产一区二区免费
|
av观看地址
|
97久久超碰中文字幕
|
国产麻豆精品传媒av国产
|
亚洲欧美天堂
|
亚洲国产熟妇无码一区二区69
|
国产午夜精品理论片久久影院
|
日本亚洲色大成网站www
|
日本一区二区三区在线观看视频
|
亚洲精品三级
|
国产婷婷在线精品综合
|
久久久久欧美精品网站
|
成人免费毛片嘿嘿连载视频
|
日韩欧美中文字幕在线视频
|
午夜视频在线观看一区
|
国产无遮挡免费视频
|
青青青免费视频观看在线
|
超碰人人网
|
女明星黄网站色视频免费国产
|
亚洲熟妇少妇任你躁在线观看无码
|
国产免费人成在线视频网站
|
色综合欧美在线视频区
|
免费看毛片的网站
|
亚洲国产精品隔壁老王
|
伊人网亚洲
|
欧美极品少妇感bbbbbb
|
国产麻豆精品乱码一区
|
精品无码av一区二区三区
|
伊人一区|
成人午夜免费毛片
|
色综合天天色综合久久网
|
中文字幕人妻三级中文无码视频
|
成人网站www污污污网站
|
国产精成人|
成年人视频在线看
|
色偷偷亚洲男人本色
|
av无码国产在线观看岛国
|
亚洲激情三级
|
91美女在线观看
|
久久成人毛片
|
亚洲人成7777|
午夜国产在线观看
|
美女天堂网
|
中日av乱码一区二区三区乱码
|
日本无遮挡吸乳呻吟视频
|
五月婷婷久久久
|
国产成年人
|
又色又爽又黄的gif动态图
|
中文字幕一级
|
久久人妻无码aⅴ毛片a片动图
|
国产一级免费看
|
亚洲黄色片免费
|
青青青草国产费观看
|
无码高潮喷吹在线播放亚洲
|
女高中生自慰污污网站
|
久久成年片色大黄全免费网站
|
91久久99久91天天拍拍
|
国产亚洲精品国产福app
|
欧美性日韩|
亚洲精品无码专区久久久
|
www.夜夜夜|
2021精品国产自在现线
|
亚洲国产福利
|
人妻熟妇乱又伦精品视频无广告
|
人妻少妇av中文字幕乱码
|
春色校园激情综合在线
|
国内精品久久久久影院免费
|
天天射天天干天天爽
|
婷婷综合另类小说色区
|
91亚洲网
|
国产精品一区二区在线播放
|
中国东北少妇bbb真爽
|
亚洲伦理片在线观看
|
婷婷五月俺也去人妻
|
日韩网站在线播放
|
国产乱淫av一区二区三区
|
av在线网址观看
|
欧美高清一区二区三区四区
|
日韩av无码久久精品免费
|
婷婷综合缴情亚洲狠狠
|
成人在线三级
|
天天干,天天插
|
99偷拍视频精品一区二区
|
亚洲人成影院在线无码按摩店
|
97无码免费人妻超级碰碰夜夜
|
日本高清中文字幕在线观线视频
|
3atv精品不卡视频
|
亚洲中文字幕高清有码在线
|
北条麻妃99精品青青久久
|
五色影院
|
国产av熟女一区二区三区
|
欧美激情婷婷
|
国内大量揄拍人妻在线视频
|
日本在线一区二区三区
|
麻花传媒在线mv免费观看视频
|
欧美熟妇丰满肥白大屁股免费视频
|
色婷婷国产精品久久包臀
|
国产在线观看你懂得
|
99热在线播放
|
91麻豆vodafone精品
|
亚洲欧美日韩在线播放
|
六月久久
|
中文字幕在线观看免费视频
|
国产猛男猛女52精品视频
|
4hu新地址
|
九色porny丨精品自拍视频
|
久久99久国产精品66
|
无码视频免费一区二三区
|
女人的天堂在线
|
欧美激情视频一区二区三区免费
|
亚洲 欧美 综合
|
亚洲欧洲自拍拍偷午夜色
|
免费日本特黄
|
国产精品毛片大全
|
国产在线视频天天综合网
|
日日躁狠狠躁狠狠爱
|
欧美一区二区视频在线观看
|
少妇精品高潮欲妇又嫩中文字幕
|
国产精品毛片久久久久久久明星
|
国产爽爽久久影院潘金莲
|
色偷偷av一区二区三区
|
欧美一区二区三区免费看
|
又硬又水多又坚少妇18p
|
少妇粗大进出白浆嘿嘿视频
|
欧美一级大片免费
|
国产精品久久久久久亚洲调教
|
天天资源
|
91av一区二区三区
|
亚洲国产一区二区三区日本久久久
|
熟女系列丰满熟妇av
|
纯爱无遮挡h肉动漫在线播放
|
国精品人妻无码一区免费视频电影
|
蜜桃久久久aaaa成人网一区
|
99国内精品久久久久久久夜夜嗨
|
伊人久久大香线蕉av五月天
|
亚洲一区二区三区四区五区高
|
自偷自拍av
|
婷婷五月深爱憿情网
|
久久15p
|
免费视频爱爱太爽了
|
狠狠躁日日躁夜夜躁av
|
日本一道aⅴ不卡免费播放
小说区图片区视频区
|
五十老熟妇乱子伦免费观看
|
在线看的av网站
|
成人午夜sm精品久久久久久久
|
国产 欧美 日韩
|
欧美中文在线视频
|
日韩一区二区视频在线
|
天干天干夜天干天天爽
|
日韩免费高清大片在线
|
91原创视频
|
一区二区三区免费在线
|
日韩高清不卡av
|
亚洲狠狠婷婷综合久久久久图片
|
亚洲图欧洲图自拍另类高清
|
高清无码午夜福利在线观看
|
久久一区av
|
久久成人国产
|
国产精品最新网址
|
啊啊啊快高潮了女超碰
|
久久婷婷丁香五月综合五
|
亚洲日韩av在线观看
|
东京av在线|
欧美人体一区二区视频
|
久久久亚洲最大ⅹxxx
|
日日噜噜噜噜人人爽亚洲精品
|
中文字幕av无码不卡
|
精品一区二区三区欧美
|
日本不卡中文字幕
|
婷婷激情亚洲
|
中文在线日本
|
日本成夜色爽免费视频
|
国产精品99久久久久久夜夜嗨
|
欧美一级黄色大片
|
西西人体大胆午夜啪啪
|
国产一区二区丝袜
|
国产午夜精品久久
|
男人都懂得网站
|
美国性生活大片
|
一区二区视频在线播放
|
丰满岳妇乱中文字幕
|
亚洲精品入口一区二区乱
|
日本高清免费aaaaa大片视频
|
丰满五十六十老熟女hd
|
国产白丝无码免费视频
|
免费无码又爽又刺激一高潮
|
欧美肥胖老太vidio在线视频
|
日本爽快片18禁免费看
|
中文字幕一精品亚洲无线一区
|
91天天干
|
久久国产成人免费网站
|
大香大香伊人在钱线久久
|
久久九九国产精品
|
国产精品刘玥久久一区
|
黑丝美女啪啪
|
国产精品va尤物在线观看蜜芽
|
久久精品av一区二区免费
|
国产丶欧美丶日本不卡视频
|
欧美成人小视频
|
九九色影院
|
久久精品国产导航
|
成人国产亚洲
|
毛片无码高潮喷液视频
|
国产成人综合网
|
亚洲a级大片|
欧美色图13p
|
97干视频|
美女100%露出胸无遮挡网站
|
视频一区视频二区制服丝袜
|
亚洲色图p
|
亚洲精品日韩激情欧美
|
国产精品乱码久久久久久软件
|
毛片大全在线播放
|
日韩视频一区二区三区在线观看
|
国产欧美视频一区
|
一区三区在线专区在线
|
国产99青青成人a在线
|
色av性av丰满av|
国内精品久久人妻无码网站
|
www夜片内射视频在观看视频
|
真实的国产乱xxxx在线91
|
激情av在线播放
|
老汉色老汉首页a亚洲
|
欧美日韩国产三区
|
精品99在线观看
|
免费看欧美中韩毛片影院
|
艳妇臀荡乳欲伦交换av1
|
国产精品久人妻精品
|
黑人强辱丰满的人妻熟女
|
久久人人爽爽爽人久久久
|
久久中文字幕av一区二区不卡
|
中文免费高清观看
|
玩弄少妇高潮ⅹxxxyw
|
白嫩少妇各种bbwbbw
|
亚洲人成网站在线播放942
|
夜夜添无码试看一区二区三区
|
久久/这里只精品热在线获取
|
欧美黄色a级片
|
天天色av|
欧美在线中文
|
天天躁日日躁狠狠躁精品推荐
|
国产av电影区二区三区曰曰骚网
|
久久精品国产精品国产精品污
|
一区二区三区在线免费
|
老司机在线精品视频播放
|
日韩黄视频
|
av天堂永久资源网
|
国产成年无码久久久免费
|
欧美性生交xxxxx久久久
|
邪恶肉肉全彩色无遮盖
|
亚洲爆乳少妇无码激情
|
樱花草涩涩www在线播放
|
亚洲乱亚洲乱妇在线观看
|
日本一卡2卡3卡四卡精品网站
|
色噜噜狠狠一区二区三区果冻av
|
国产白丝精品爽爽久久久久久蜜臀
|
小黄鸭精品密入口导航
|
国产精品美女久久久9999
|
天天天在线综合网
|
亚洲精品国产精华液
|
色多多福利网站免费破解
|
亚洲成a人片在线观看天堂无码
|
亚洲一区二区三区在线网址
|
亚洲日韩穿丝袜在线推荐
|
爱情岛亚洲论坛入口网站
|
狠狠色丁香久久综合
|
99精品久久久久久中文字幕
|
日本在线免费观看视频
|
欧美天天综合色影久久精品
|
野花社区视频在线观看
|
青草视频网站
|
日本精品一区二区三区无码
|
日本三级91
|
亚洲人成伊人成综合网76
|
黄色小视频在线观看
|
精品四虎国产在免费观看
|
伊人久久大香线蕉无码不卡
|
精品视频久久久久久久
|
日韩av在线免费观看网站
|
韩国三级无码hd中文字幕
|
五月综合缴情婷婷六月
|
无码一区二区三区老色鬼
|
国产目拍亚洲精品99久久精品
|
国产女人与公拘交在线播放
|
免费又色又爽又黄的舒服软件
|
亚洲精品国产精品色诱一区
|
99热这
|
三级做a全过程在线观看
|
国产亲子乱露脸
|
国产女人18毛片水真多1
|
五月激情影院
|
伊人久久大香线蕉av仙人
|
少妇出轨精品中出一区二区
|
av深夜|
最新中文字幕av无码专区不
|
青青草综合在线
|
亚洲国产欧美中文手机在线
|
国产精品久久久久久爽爽爽床戏
|
综合黄色网|
亚洲呦呦
|
日本高清视频网站
|
成人狠狠色综合
|
亚洲中文字幕在线第六区
|
成av人片在线观看天堂无码
|
国产一区二区久久
|
美女黄色毛片视频
|
欧美 亚洲 国产 另类
|
午夜又黄又爽
|
日韩中文字幕影院
|
亚洲xxxxx高清|
久久国产精品影院
|
美女免费毛片
|
国产综合久久精品
|
亚洲中文字幕无码一区二区三区
|
狠狠色丁香久久婷婷综合蜜芽五月
|
夜夜爽爽
|
中文字幕无线观看不卡网站
|
天天综合天天做
|
插我一区二区在线观看
|
亚洲狼人av
|
丰满熟妇乱子伦
|
国产精品久久久久久久久快鸭
|
色眯眯影院
|
国产一卡三卡四卡无卡精品
|
女同性av片在线观看免费网站
|
一本色道久久综合亚洲精品图片
|
av色蜜桃一区二区三区
|
中文在线8资源库
|
拔萝卜视频在线观看高清版
|
午夜精品久久久久久不卡欧美一级
|
亚洲春色在线视频
|
a欧美在线
|
中文字幕一二区
|
噜噜色综合天天综合网mp3
|
欧美成人精品午夜免费影视
|
欧美成人性视频在线播放
|
久久久综合激的五月天
|
avav国产|
老司机福利在线观看
|
中日韩在线观看视频
|
国产综合精品久久丫
|
精品国产欧美一区二区
|
亚洲www天堂com
|
91高潮大合集爽到抽搐
|
色v99在线影院
|
色综合视频一区中文字幕
|
欧美日韩一二
|
av新网址|
欧美黑人添添高潮a片www
|
国产人与禽zoz0性伦多活几年
|
毛片专区
|
天天做夜夜爱
|
亚洲日本在线在线看片
|
中文一区在线
|
久久―日本道色综合久久
|
无码字幕av一区二区三区
|
国产一区福利
|
毛片网站在线免费观看
|
少妇人妻系列无码专区视频
|
成 人色 网 站 欧美大片在线观看
|
国产精品一区二区性色av
|
久久天堂网
|
欧美日韩偷拍视频
|
性欧美最猛
|
国产精品国产三级国产专播精品人
|
av免费福利|
国内久久精品视频
|
另类欧美亚洲
|
日韩久久久久久久久
|
午夜日韩视频
|
中文字幕日产无线码一区
|
亚洲麻豆精品
|
成人麻豆日韩在无码视频
|
无套内射a按摩高潮
|
天天爱天天做天天爽2021
|
久久婷婷国产麻豆91天堂
|
91黄色短视频
|
精品在线网站
|
av黄色免费
|
欧美成人免费网址
|
国产在线久
|
在线看片福利
|
久久网站av
|
国产乱码卡二卡三卡4
|
久久综合免费
|
国产9 9在线 | 中文
|
国产亚洲精品久久久久久无几年桃
|
亚洲欧美一区二区三区国产精品
|
大胸美女被吃奶爽死视频
|
亚洲精品一区二区丝袜图片
|
日韩在线免费高清视频
|
三上悠亚精品一区二区久久
|
一区二区三区福利视频
|
男人吃奶摸下挵进去啪啪软件
|
中文字幕在线观看国产
|
99热这里只有精品最新地址获取
|
白嫩白嫩国产精品
|
日韩少妇内射免费播放
|
国产亚洲精品综合一区
|
午夜福利片1000无码免费
|
色欲色香天天天综合网www
|
久久精品视频网
|
欧美成人精品一区二区三区
|
无码纯肉动漫在线观看
|
天堂中文在线视频
|
欧美成人综合久久精品
|
欧美日穴视频
|
少妇人妻无码永久免费视频
|
天天躁狠狠躁狠狠躁夜夜躁
|
柠檬福利第一导航在线
|
夜夜爽妓女8888视频免费观看
|
欧美日韩国产免费
|
青青青青青手机视频在线观看视频
|
国产亚洲一区二区在线
|
美国一级黄色毛片
|
国产主播啪啪
|
一本久道高清无码视频
|
亚洲第一香蕉网
|
婷婷色综合|
国产欧美激情一区二区
|
欧美日韩五区
|
亚洲已满18点击进入在线观看
|
久久天堂av
|
人人爽人人爽人人爽
|
久久无码人妻一区二区三区午夜
|
日本三级中文
|
国产精品九色
|
人妻少妇中文字幕乱码
|
兔费看少妇性l交大片免费
天堂自拍
|
欧美国产日韩激情
|
天天做夜夜爱
|
无码少妇精品一区二区免费动态
|
亚洲国产精品色一区二区
|
欧美一区二区三
|
婷婷激情久久
|
国产精品久久777777
|
国产精品久久久久久久久动漫
|
精品无码日韩国产不卡av
|
国产亚洲精品久久久久久一区二区
|
av中文字幕观看
|
欧美精品久久久久久久久大尺度
|
亚洲一区在线不卡
|
三级五月天
|
丰满人妻妇伦又伦精品国产
|
国产美女午夜视频
|
最大胆裸体人体牲交免费
|
国产精品永久视频免费
|
性chinese极品按摩
|
国产精品久久久久久熟妇吹潮软件
|
偷看农村女人做爰毛片色
|
国产麻豆天美果冻无码视频
|
99av国产精品欲麻豆
|
日本黄色片视频
|
成人毛片100部
|
国产成人亚洲综合无码18禁h
|
蜜臀av人妻国产精品建身房
|
a级片国产
|
凹凸日日摸日日碰夜夜
|
日韩欧美激情兽交
|
51久久成人国产精品麻豆
|
日本少妇喂奶视频
|
日韩高清在线中文字带字幕
|
少女韩国电视剧在线观看完整
|
五月天激情片
|
亚洲熟妇无码一区二区三区
|
亚洲成a∧人片在线观看无码
|
国产做无码视频在线观看
|
欧美日韩一区二区综合
|
天堂在线www|
久久狠狠爱亚洲综合影院
|
夜夜骑夜夜骑
|
日本高清免费观看
|
毛片黄片一级片
|
欧美日韩综合视频
|
911av|
成年人免费看视频
|
日本韩国亚洲欧美在线
|
中文字幕奈奈美抱公侵犯
|
白浆av|
欧美一级黄色录像片
|
青春草在线观看视频
|
国产99在线 | 免费
|
97超在线
|
懂色av一区二区在线播放
|
全黄激性性视频
|
少妇高潮叫床在线播放
|
亚洲欧美日本一区二区三区
|
中文字幕蜜臀
|
久久作爱
|
亚洲 小说 欧美 激情 另类
|
日本欧美久久久
|
人妻三级日本香港三级极97
|
国产精品久久久久久妇女6080
|
一区二区在线观看视频
|
播放灌醉水嫩大学生国内精品
|
免费国产污网站在线观看
|
国产91在线播放九色000
|
国产欧美va欧美va香蕉在线
|
精品无码国产污污污免费
|
亚洲人成电影在线观看天堂色
|
国产乱子轮xxx农村
国产做受视频
|
国内自拍真实伦在线视频
|
欧美亚洲国产精品
|
免费激情小视频
|
欧美激情网址
|
欧美日韩国产在线一区
|
欧美啪啪网站
|
亚洲韩欧美第25集完整版
|
无码囯产精品一区二区免费
|
久久99精品久久久久久清纯
|
国产中文字二暮区
|
琪琪色图
|
亚洲午夜网
|
国产午夜精品视频在线播放
|
欧美区一区
|
久久av一区
|
久久综合给合久久狠狠狠97色
|
久久人人爽人人爽人人片av高请
|
日本一道aⅴ不卡免费播放
小说区图片区视频区
|
女人色极品影院
|
日韩中文字幕在线专区
|
黄色大毛片
|
精品色影院|
永久免费精品精品永久-夜色
|
老子要把你cao烂h调教视频
|
www.四虎影院在线观看
|
中国老女人内谢69xxxx视频
|
亚洲精品国偷自产在线99人热
|
www..99re
|
久一在线
|
六月丁香在线视频
|
在线一区av
|
国产一级特黄a大片免费
|
最新色网址
|
av亚洲产国偷v产偷v自拍小说
|
国产精品天干天干综合网
|
91成人免费观看
|
国产无遮挡免费
|
最新无码a∨在线观看
|
日本不卡高字幕在线2019
|
国产亚洲欧美日韩俺去了
|
波霸av看大乳少妇
|
人人澡人人曰人人摸看
|
国产av成人精品播放
|
国产成人片一区在线观看
|
欧美特级婬片毛多的少妇
|
亚洲色图狠狠爱
|
亚洲欧美国产成人综合不卡
|
国产色妇|
亚洲六月丁香六月婷婷
|
欧洲人妻丰满av无码久久不卡
|
日本xxxx色视频在线观看
|
国产又黄又爽动漫
|
福利一区在线观看
|
岛国黄色av
|
精品人伦一区二区色婷婷
|
精品毛片乱码1区2区3区
|
www.色播|
国产真实夫妇视频
|
国产又粗又猛又色
|
美女露全乳无遮掩视频
|
久久激情日本aⅴ
|
伊人加勒比|
人人爱人人艹
|
日本巨大的奶头在线观看
|
中文字幕精品一区二区2021年
|
亚洲日韩男人网在线
|
欧美日韩免费做爰大片人
|
久久久噜噜噜久久久精品
|
www.久久久久|
亚洲图片欧美激情
|
精品亚洲成av人在线观看
|
欧美午夜理伦三级在线观看吃奶汁
|
黄色自拍网站
|
亚洲欧美成人一区二区在线
|
中文字幕在线精品视频入口一区
|
99国产在线观看
|
日日天日日夜日日摸天天
|
噼里啪啦动漫高清在线观看
|
欧美黄色www
|
黄色免费在线网址
|
免费av网站在线播放
|
男女下面一进一出好爽视频
|
欧美 亚洲 另类 丝袜 自拍 动漫
|
久久久久久亚洲精品a片成人
|
性按摩aaaaaa视频
|
天堂在线www天堂在线
|
久久久久爽人综合网站
|
中国少妇videos呻吟
|
青青草国产免费久久久
|
亚洲乱码国产乱码精品精不卡
|
在线精品免费视频
|
国产精品pans私拍
|
少妇又色又紧又黄又刺激免费
|
一区二区三区国产最好的精华液色
|
午夜精品久久久久久久无码
|
视频二区国产
|
国产无遮挡裸露视频免费
|
天堂在线最新版www中文
|
在线播放免费人成毛片乱码
|
五月天婷婷在线播放
|
亚洲aⅴ无码天堂在线观看
黄色一级片日本
|
久久综合色另类小说
|
99久久精品国产片果冻的功能特点
|
密臀av夜夜澡人人爽人人
|
可以直接免费观看的av网站
|
日本a级片免费
|
伊人影院在线视频
|
欧美特级一级片
|
91精品久久久久五月天精品
|
av国産精品毛片一区二区在线
|
少妇无套内谢久久久久
|
蜜臀av色欲a片无码精品一区
|
国产精品久久久久久久久久软件
|
日韩综合图区
|
免费视频爱爱太爽了
|
九九精品99久久久香蕉
|
91午夜激情
|
久草原精品资源视频
|
色综合久久综合欧美综合网
|
91精品免费|
天天操天天摸天天爽
|
色偷偷中文字幕综合久久
|
久久久久久久久嫩草精品乱码
|
中文字幕卡二和卡三的视频
|
欧美成人aaaaⅴ片在线看
|
天干天干天啪啪夜爽爽av小说
|
国产女18毛片多18精品
|
大陆av在线
|
亚洲成av人在线观看成年美女
|
亚洲精品av无码喷奶水糖心
|
人人干天天操
|
精品人妻中文av一区二区三区
|
国产精品麻豆色哟哟av
|
亚洲国产欧美日韩欧美特级
|
7777欧美日激情日韩精品
|
国产a一级片
|
亚洲一区二区福利视频
|
美女脱了内裤张开腿让男人桶网站
|
午夜天堂av久久久噜噜噜
|
什么网站可以看毛片
|
青青操精品
|
国产精品老热丝在线观看
|
久久爱九九伊人
|
艳妇臀荡乳欲伦交换在线播放
|
欧美乱人免费视频观看
|
爱福利一区
|
国产av电影区二区三区曰曰骚网
|
免费一级特黄特色大片
|
91精品国产高潮对白
|
91在线超碰
|
国产麻豆剧果冻传媒一区
|
国产女人和拘做受视频免费
|
久久只有这里有精品4
|
wwwxx国产|
亚洲阿v天堂无码在线
|
久草免费资源
|
国产激情久久久久久熟女老人
|
欧美日韩在线播放一区
|
黄色日本免费
|
亚洲综合无码一区二区痴汉
|
巨乳美乳一区二区三区
|
中文字幕在线观看网站
|
欧美亚洲国产日韩
|
999久久久欧美日韩黑人
|
成人网在线播放
|
亚洲视频在线视频观看视频在线
|
久久99精品久久久久久hb亚瑟
|
大杳蕉狼人伊人
|
久操色|
337p大尺度啪啪人体午夜
|
最新亚洲伦理中文字幕
|
免费a级毛片出奶水影院
|
亚洲系列在线观看
|
中文字幕有码在线观看
|
天堂视频免费在线观看
|
亚洲成人精品一区二区三区
|
玩弄放荡人妇系列av在线网站
|
伦理福利片
|
亚洲精品中文字幕乱码
|
风韵丰满熟妇啪啪区老老熟妇
|
国产精品456在线播放
|
精品国产乱码久久久久久老虎
|
三级第一页|
久久888
|
日本孕妇潮喷高潮视频
|
男人的天堂色
|
国内成人av
|
国产办公室无码视频在线观看
|
国产成人综合久久精品免费
|
三级网站视频在在线播放
|
又污又黄又无遮挡的网站
|
免费大黄美女片免费网站
|
一区二区在线观看视频
|
亚洲欧美综合另类
|
色老99久久九九爱精品
|
欧美日韩五月天
|
美玉足脚交一区二区三区图片
|
美女扒开大腿让男人桶
|
九九在线免费视频
|
国产又爽又黄又无遮挡的激情视频
|
亚洲色无码专区在线观看精品
|
亚洲精品久久一区二区三区777
|
国产乱淫av一区二区三区
|
国产又长又大又粗
|
天天摸天天做天天爽2020
|
国产深夜福利在线
|
黄色一级大片在线观看
|
91香蕉短视频
|
国产网曝在线观看视频
|
久久超乳爆乳中文字幕
|
国产最爽的乱淫视频国语对白1
|
人妻丰满av无码久久不卡
|
国产成人一区二区视频免费
|
欧美大逼逼
|
日韩国产小视频
|
黄色动漫网站在线免费观看
|
国产精品一区二区在线免费观看
|
越猛烈欧美xx00动态图
|
99国产免费|
91黑料在线
|
日日躁天天躁
|
久久特级毛片
|
午夜黄色一级片
|
少妇富婆高级按摩出水高潮
|
欧美人体做爰大胆视频
|
欧美 亚洲 视频
|
极品久久久久
|
精品国产人成亚洲区
|
av东京热无码专区
|
波多野结衣在线观看一码
|
天天鲁夜夜免费观看视频
|
国产成人久久av977小说
|
亚洲国产av玩弄放荡人妇
|
噼里啪啦在线看免费观看视频
|
影音先锋女人aa鲁色资源
|
av成人在线看
|
不卡av在线播放
|
国产天天操天天干
|
久久午夜无码免费
|
狠狠干少妇
|
久久无码专区国产精品s
|
国产不卡一区二区视频
|
午夜亚洲乱码伦小说区69堂
|
妇女av|
国产麻豆精品一区二区三区v视界
|
熟女乱色一区二区三区
|
春意影院福利社
|
亚洲国产欧美在线人成
|
999国内精品永久免费视频
|
国产精品一区二区三区免费视频
|
国产成人a区在线观看视频
久久人体
|
9久9久9久女女女九九九一九
|
国产日韩精品一区二区
|
777亚洲精品乱码久久久久久
|
精品国产精品久久一区免费式
|
亚洲国产综合在线区尤物
|
国产亚洲日韩av在线播放不卡
|
久久综合狠狠色综合伊人
|
深夜福利av无码一区二区
|
日韩精品一区二区三区四
|
999在线
|
超碰在线人人
|
视频一区中文字幕
|
国产精品一区二区三区四区五区
|
精品麻豆一区二区三区乱码
|
国产亚洲精久久久久久无码77777
|
免费的很黄很污的视频
|
国产老头和老太xxxxx视频
|
久久精品国产99久久久小说
|
一本一道久久综合狠狠老
|
亚洲欧美在线视频
|
日日摸日日碰夜夜爽亚洲精品蜜乳
|
五月情网
|
亚洲国产综合精品2020
|
亚洲精品久久久久久久久毛片直播
|
日韩成人在线播放
|
午夜寂寞自拍
|
50岁熟妇大白屁股真爽
|
国产黄网免费视频在线观看
|
国产99久60在线视频 | 传媒
|
99精品无人区乱码1区2区3区
|
欧洲美女黑人粗性暴交
|
av日韩一区
|
天天草天天草
|
中文字幕日产无码
|
亚洲夜夜性无码
|
五月婷婷综合久久
|
日韩 欧美 亚洲 精品 少妇
|
综合网中文字幕
|
日韩一区在线看
|
国产又粗又长又大又黄
|
日本高清一区二区视频
|
天天摸日日摸爽爽狠狠
|
亚洲国产成人第一天堂
|
天天看片中文字幕
|
青青草在线视频网站
|
久久久久人妻精品一区蜜桃
|
免费观看激色视频网站
|
成年人免费在线观看网站
|
青青草91青娱盛宴国产
|
美女黄网站人色视频免费国产
|
国产最新自拍视频
|
亚洲一片黄
|
日韩欧美精品有码在线
|
成人三级k8经典网
|
久久久午夜精品福利内容
|
成人美女黄网站色大免费的
|
日本成a人片在线播放
|
污片免费在线观看
|
91亚洲专区|
最近最新中文字幕
|
国产粉嫩高中无套进入
|
99精品国产再热久久无毒不卡
|
午夜不卡无码中文字幕影院
|
国内精品久久毛片一区二区
|
国产成人啪免费观看软件
|
国产亚洲精久久久久久无码苍井空
|
国产精品99久久久久久董美香
|
中文字幕奈奈美抱公侵犯
|
日韩精品久久无码中文字幕
|
在线欧美亚洲
|
午夜视频在线在免费
|
国产成人一区二区三区免费
|
欧美日韩精品久久免费
|
热99久久|
免费特级黄毛片在线成人观看
|
中文字幕亚洲综合久久筱田步美
|
又大又黄又粗又爽的免费视频
|
国产成人在线免费视频
|
伊人久久大香线蕉av专区性呦
|
欧美精品在线一区
|
日本啪啪网站
|
亚洲乱码国产乱码精品精大量
|
亚洲最新在线观看
|
99久久婷婷|
91精品国产综合久久四虎久久
|
看成年女人午夜毛片免费
|
91精品久久久久久
|
蜜臀av性久久久久蜜臀aⅴ涩爱
|
中文字幕免费在线观看视频
|
黑人巨茎大战白人美女
|
中文字幕无码乱码人妻系列蜜桃
|
99久久免费精品国产男女高不卡
|
女性喷液过免费视频
|
人妻聚色窝窝人体www一区
|
av天堂午夜精品一区二区三区
|
国产精品无码人妻一区二区在线
|
国产日产欧产精品精品蜜芽
|
国产亚洲精品久久久久久网站
|
欧美黄色一级片视频
|
亚洲伊人中文字幕
|
亚洲无亚洲人成网站77777
|
最新精品国偷自产在线老年人
|
国产美女高潮
|
精品国产免费一区二区三区
|
最新国产精品拍自在线观看
|
久久久久久人妻一区精品
|
久热爱精品视频在线9
|
亚欧视频在线播放
|
www.午夜视频
|
一区二区三区日本久久九
|
亚洲精品色午夜无码专区日韩
|
精品人妻伦九区久久aaa片69
|
欧美黄色a视频
|
国产99视频精品免费视频36
|
天天狠狠色噜噜
|
蜜乳av懂色av粉嫩av
|
中文字幕色av一区二区三区
|
欧美一级免费高清
|
亚洲欧美人成网站aaa
|
国产乱淫视频
|
日本三级全黄少妇三2019
|
欧美人与性囗牲恔配
|
激情 小说 亚洲 图片 伦
|
久久中文字幕无码一区二区
|
欧美丰满大爆乳波霸奶水多
|
中文字幕亚洲专区
|
影音先锋日韩精品
|
亚洲少妇xxx
|
日本xxxxx九色视频在线观看
|
国产日韩在线播放
|
大屁股熟女一区二区三区
|
久热超碰在线
|
www超碰在线
|
美女深夜福利
|
免费在线不卡av
|
中文字幕人成无码免费视频
|
日本在线一区二区三区欧美
|
玩丰满熟妇xxxx视频
|
乱码精品一卡2卡二卡三
|
亚洲一线在线观看
|
精品国产鲁一鲁一区二区张丽
|
性猛交娇小69hd
|
999国产在线视频
|
亚洲精品久久久久久国
|
性av无码天堂vr专区
|
久久午夜夜伦鲁鲁片不卡
|
奶大翘臀尤物np
|
亚洲区少妇熟女专区
|
免费无码又爽又刺激毛片
|
亚洲欧美日韩二三区在线
|
亚洲欧美成人久久综合中文网
|
嫩草天堂
|
欧美放荡性医生videos
|
亚洲第三区
|
成人久久精品
|
开心伊人网|
中文字幕 欧美精品 第1页
|
亚洲一区二区播放
|
欧美人与性动交a欧美精品
琪琪午夜伦埋影院77
|
久草免费手机视频
|
欧美视频一区在线
|
а√天堂8资源中文在线
|
精产国品一二三区
|
heyzo高清国产精品
|
成人做爰66片免费看网站
|
99re视频热这里只有精品7
|
亚洲精品免费在线观看视频
|
97夜夜澡人人波多野结衣
|
久久久久亚洲精品男人的天堂
|
成人短视频在线观看
|
中文字幕h
|
人人干狠狠干
|
www.youjizz.com在线
|
性色av一区二区三区v视界影院
|
久久爱九九伊人
|
丰满蕾丝乳罩少妇呻视频
|
亚洲gv2023
|
中文字幕 日韩 人妻 无码
|
无线乱码一二三区免费看
|
国产精品久久久久久不卡盗摄
|
亚洲午夜精品福利
|
欧美亚洲色帝国
|
99视频在线精品免费观看6
|
97人人超碰国产精品最新o
|
亚洲无打码
|
男女男精品视频网站
|
亚洲精品在线不卡
|
91偷拍一区二区三区精品
|
综合成人亚洲网友偷自拍
|
浓毛老太交欧美老妇热爱乱
|
天天摸夜夜|
国产做受69高潮视频
|
18黄暴禁片在线观看
|
色偷偷av一区二区
|
在线视频国产制服丝袜
|
亚洲精品一区二区在线观看
|
欧美一级大片免费
|
国产在线视频www色
亚洲天堂免费av
|
久久天天躁狠狠躁夜夜婷
|
99国精品午夜福利视频不卡
|
国产精品亚洲精品久久
|
六月丁香综合网
|
国产极品美女高潮无套软件
|
狠狠干天天射
|
99久久综合狠狠综合久久止
|
中文字幕无码av激情不卡
|
色v99在线影院
|
国产亚洲精品久久久久久武则天
|
精品视频一区二区三区中文字幕
|
www一区二区乱码www
|
国产精品伦子伦免费视频
|
天天干天天日夜夜操
|
日韩欧美国产亚洲
|
亚洲一区乱码
|
深夜成人在线视频
|
国产成人丝袜精品视频app
|
麻豆乱淫一区二区三区
|
欧美日韩一区二区视频不卡
|
亚洲一级特黄
|
国精品99久9在线 | 免费
|
草裙社区精品视频播放
|
日韩欧美国产精品综合嫩v
国产精品揄拍一区二区
|
欧美交换配乱吟粗大
|
无码亚欧激情视频在线观看
|
亚洲视频四区
|
好大好深好猛好爽视频
|
肥嫩水蜜桃av亚洲一区
|
国产一级中文字幕
|
孕妇性猛交xxxxxhd
|
1000部啪啪未满十八勿入下载
|
人人超人人超碰超国产97超碰
|
亚洲乱码中文字幕综合234
|
樱空桃av在线
|
少妇白浆呻吟爽
|
亚洲特级毛片aaaaa
|
免费人成在线观看网站免费观看
|
久久久久99精品成人片欧美
|
国产精品一区二区人人爽
|
少妇人妻无码永久免费视频
|
亚洲色图2
|
成人免费黄色小视频
|
亚洲第一网站男人都懂
|
国产成人avxxxxx在线观看
|
又黄又爽的男女配种视频
|
欧美双人家庭影院
|
国产精品美女乱子伦高潮
|
国产喷水福利在线视频
|
欧美色图狠狠干
|
不卡av免费|
区一区二视频
|
欧美精品一区二区性色
|
99精品产国品一二三产区
|
四虎影院永久免费观看
|
在线播放毛片
|
欧美成人亚洲高清在线观看
|
91亚洲精品国产成人
|
人人妻人人澡人人爽
|
狠狠亚洲婷婷综合色香五月排名
|
欧美综合在线观看视频
|
一本大道一区二区
|
亚洲日韩精品无码av海量
|
日本三级带日本三级带66
|
永久免费无码网站在线观看个
|
国产高清乱理伦片中文小说
|
在线观看黄色小视频
|
9420免费高清在线观看视频
|
天天久久综合
|
cao逼视频
|
国产激情综合
|
在线国产小视频
|
久久国产精品99精品国产987
|
一个色在线视频
|
亚洲欧美aaa
|
国产精品99久久久久久动医院
|
欧美性高潮视频
|
亚欧洲乱码视频
|
国产成人二区
|
全部孕妇毛片丰满孕妇孕交av
|
久久com|
青青草免费公开视频
|
性猛交富婆xxxⅹ乱大交
|
经典三级欧美在线播放
|
亚洲精品美女在线观看播放
|
亚洲欧洲成人精品久久一码二码
|
丰满大乳少妇毛片视频
|
欧美精品一线
|
亚洲一区少妇
|
亚洲在线天堂
|
麻豆91茄子在线观看
|
在教室伦流澡到高潮hgl视频
|
亚洲男人第一无码av网站
|
欧美午夜寂寞影院
|
国产第91页
|
欧美日韩国产码高清综合人成
|
国产盗摄x88av
|
国产免费一区二区视频
|
国产又粗又硬的视频
|
欧美大片www|
日韩美女视频一区二区
|
亚洲国内精品自在线影院
|
天天爽夜夜爽一区二区三区
|
亚欧美一区二区
|
最新在线精品国自产拍视频
|
国产精品免费久久久久久久久久中文
|
国产蜜芽尤物在线一区
|
久久一本日日摸夜夜添
|
波多野结衣人妻
|
日韩人妻中文无码一区二区七区
|
国产偷国产偷亚洲高清人白洁
|
伊人色综合久久天天人守人婷
|
色噜噜亚洲男人的天堂www
|
|
|
<center id="zf0d1"></center>
| | |
| |
<div id="zf0d1"></div> |
| |
| |
|  豫公網安備 41072402000322號
豫公網安備 41072402000322號



 熱門關鍵詞:
熱門關鍵詞:

